undefined
Apparel & Fashion
Loading subcategories...
View More

Description
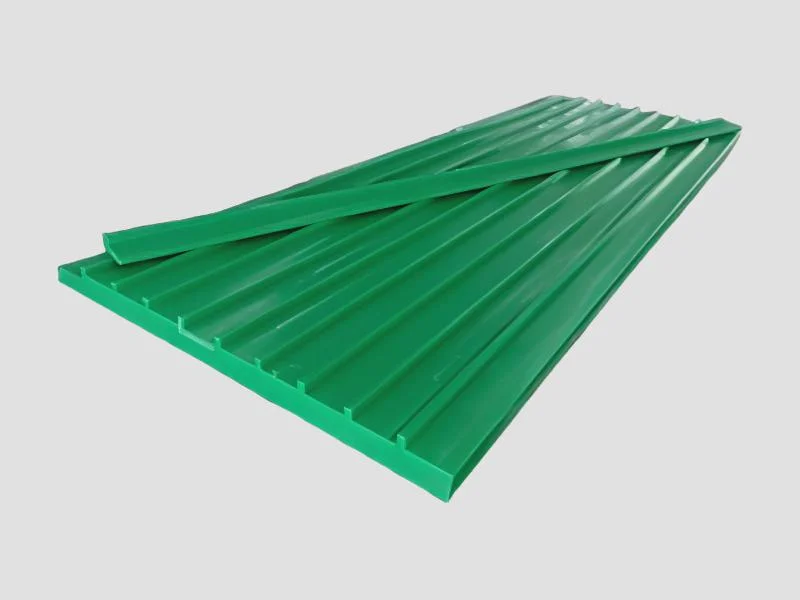
The 6.5mm Black Straight Rubber Top Chain represents a specialized conveying solution engineered for industries where product security during transport is paramount. Constructed fr...
The 6.5mm Black Straight Rubber Top Chain represents a specialized conveying solution engineered for industries where product security during transport is paramount. Constructed from high-quality rubber with a precise 6.5mm thickness and 20-inch pitch, this chain provides a stable, non-slip surface that significantly reduces product movement and potential damage. The straight design ensures smooth operation across various conveyor configurations while the black rubber material offers durability and consistent performance. This chain addresses the critical need for reliable product handling in automated systems where even minor slippage can lead to production delays or damaged goods. This rubber top chain finds extensive application across multiple industrial sectors, particularly in food processing, beverage production, and packaging operations. In food manufacturing facilities, it securely transports packaged items without compromising product integrity. Beverage plants utilize it for stable bottle and can handling throughout filling and packaging processes. Packaging operations benefit from its ability to move fragile or slippery items with minimal risk of damage. The chain's design makes it suitable for FMCG manufacturing where consistent product flow is essential, and it performs reliably in environments ranging from dry packaging areas to potentially wet processing zones. The business value of this conveying chain lies in its reliability and suitability for continuous industrial operations. By minimizing product slippage and damage, it reduces waste and improves overall production efficiency. The durable rubber construction ensures long service life with minimal maintenance requirements, providing consistent performance under demanding conditions. This chain represents a practical investment for operations seeking to enhance their conveying systems' reliability while maintaining product quality throughout the transport process. Its specialized design addresses specific industrial challenges, making it a trusted component in automated production environments. Key Features: - 6.5mm thickness high-quality rubber construction for durability - 20-inch pitch design ensuring smooth conveyor operation - Black straight rubber top providing non-slip surface - Engineered specifically for food and packaging conveying applications - Suitable for both wet and dry industrial environments Benefits: - Reduces product slippage and damage during transport - Provides secure handling of bottles, cans, and packaged items - Ensures reliable performance in continuous industrial operations - Minimizes maintenance requirements with durable construction - Enhances production efficiency through stable product conveying
Specifications
| Attribute | Value |
|---|---|
| Chain TypeMaterialThicknessPitchColorUsage/Application |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
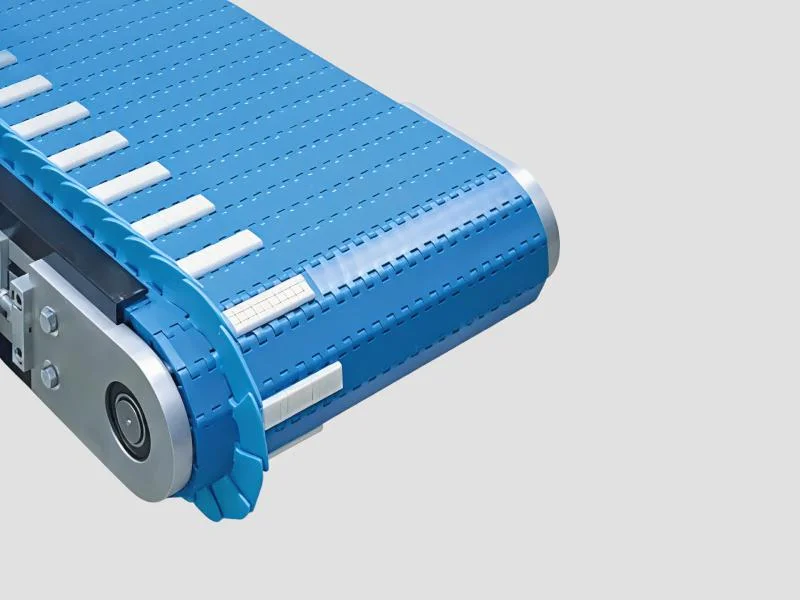
This 6.5mm black straight rubber top chain delivers exceptional performance in demanding industrial environments where product stability is critical. Its specialized rubber surface creates a secure conveying platform that prevents slippage and reduces damage to delicate items during transport, making it ideal for automated production lines that handle packaged goods. The chain's 20-inch pitch and 6.5mm thickness provide optimal strength and flexibility for various conveyor configurations. Engineered specifically for food and packaging applications, it maintains consistent performance in both wet and dry conditions while meeting the rigorous demands of continuous operation in manufacturing facilities. - Food processing plants for transporting packaged items on conveyor systems - Beverage production lines for secure bottle and can handling - Packaging facilities for moving fragile or slippery packaged goods - FMCG manufacturing units for efficient product transport - Industrial conveyors requiring enhanced grip for irregular shaped items
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Unique Plast, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory Size1000-5000 sqm
6.5mm Black Straight Rubber Top Chain For Food Packaging Conveyor Systems
6.5mm Black Straight Rubber Top Chain provides secure non-slip conveying for bottles, cans, and packaged items in food and packaging industries. Durable high-quality rubber construction ensures reliable transport with minimal product damage.
Min. Order Quantity: 1
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Unique Plast
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer