undefined
Pressure Agitated Vessels
92 products available
𝗪𝗵𝗮𝘁 𝗮𝗿𝗲 𝗣𝗿𝗲𝘀𝘀𝘂𝗿𝗲 𝗔𝗴𝗶𝘁𝗮𝘁𝗲𝗱 𝗩𝗲𝘀𝘀𝗲𝗹𝘀?
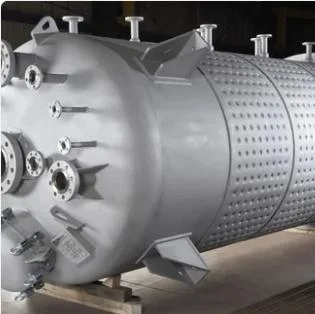
Pressure agitated vessels are specialized containers designed for mixing, heating, and storing liquids under controlled pressure conditions. These vessels typically feature an internal agitation mechanism that helps ensure uniform mixing of contents, which is essential in various chemical and industrial processes. The ability to maintain pressure allows for higher boiling points and prevents vaporization of the contents, making them indispensable in applications requiring precise temperature and pressure control.
These vessels find primary uses in industries such as pharmaceuticals, chemicals, food and beverage, and petrochemicals. Businesses utilize pressure agitated vessels to facilitate processes such as chemical reactions, ingredient blending, and heat transfer. Their relevance extends across a variety of sectors where consistent quality and efficiency are paramount. As market demands for higher productivity and safety standards grow, the importance of pressure agitated vessels in industrial operations continues to increase.
𝗞𝗲𝘆 𝗙𝗲𝗮𝘁𝘂𝗿𝗲𝘀 𝗮𝗻𝗱 𝗦𝗽𝗲𝗰𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Pressure agitated vessels come with numerous features that enhance their functionality and application range. Understanding these specifications is crucial for selecting the right product for specific industrial needs.
Key specifications include:
1. Material of Construction
- Typically made from stainless steel or other corrosion-resistant materials
- Options may vary based on application requirements
2. Operating Pressure Range
- Designed to operate under various pressure conditions
- Common ranges include from atmospheric pressure up to several hundred psi
3. Agitation Type
- Includes various agitation mechanisms such as mechanical stirrers, magnetic stirrers, or jet mixing systems
- Selection depends on the viscosity and nature of the materials being mixed
4. Capacity
- Available in different sizes, from small lab-scale vessels to large industrial units
- Capacities can range from a few liters to several thousand liters
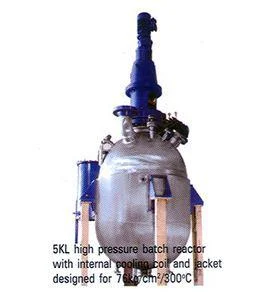
5. Heating and Cooling Systems
- Vessels may include integrated heating jackets or cooling coils for temperature control
- Ensures optimal conditions for reactions or processes
6. Safety Features
- Equipped with pressure relief valves, manways, and explosion-proof constructions
- Designed to comply with safety regulations to prevent accidents
7. Customization Options
- Many manufacturers offer customization for specific process requirements
- Tailored designs can include additional features such as monitoring systems
8. Cleaning and Maintenance
- Designed for easy cleaning, often featuring smooth surfaces and minimal crevices
- Some models may support automated cleaning systems
In summary, pressure agitated vessels are characterized by their robust construction, versatile applications, and advanced safety features, making them a vital component in various industrial operations.
𝗖𝗼𝗺𝗺𝗼𝗻 𝗔𝗽𝗽𝗹𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀 𝗮𝗻𝗱 𝗨𝘀𝗲 𝗖𝗮𝘀𝗲𝘀
Pressure agitated vessels serve a diverse range of industries, each with unique applications that leverage the vessels' capabilities.
1. Pharmaceuticals: Used for the mixing of active ingredients, ensuring uniformity in drug formulation under controlled environments.
2. Chemicals: Essential for synthesizing chemicals, where precise temperature and pressure control is necessary for reaction efficiency.
3. Food and Beverage: Employed in the production of sauces, dressings, and other liquid foods, where consistent blending is critical.
4. Petrochemicals: Utilized in refining processes and chemical production, requiring high-pressure conditions for optimal results.
5. Cosmetics: Important for mixing creams and lotions, ensuring that ingredients are evenly distributed.
6. Paints and Coatings: Used to blend pigments and resins, providing a uniform product that meets customer specifications.
7. Biotechnology: Plays a role in fermentation processes where consistent mixing enhances microbial activity.
𝗣𝗿𝗼𝗱𝘂𝗰𝘁 𝗩𝗮𝗿𝗶𝗮𝗻𝘁𝘀 𝗮𝗻𝗱 𝗦𝘂𝗯𝗰𝗮𝘁𝗲𝗴𝗼𝗿𝗶𝗲𝘀
Pressure agitated vessels come in various configurations to meet different industrial demands.
Standard Pressure Agitated Vessel
This variant is designed for general-purpose use across multiple industries. It features robust construction and can be customized with various agitation mechanisms to suit specific needs.
High-Pressure Agitated Vessel
Engineered for applications requiring elevated pressure levels, this variant is built to withstand extreme conditions. It is often used in chemical processes that demand high stability and safety.
Vacuum Agitated Vessel
Designed for processes that require removal of air or other gases, this vessel maintains a vacuum environment. It is commonly used in sensitive applications such as pharmaceuticals and food production.
𝗕𝗲𝗻𝗲𝗳𝗶𝘁𝘀 𝗮𝗻𝗱 𝗔𝗱𝘃𝗮𝗻𝘁𝗮𝗴𝗲𝘀
Using pressure agitated vessels offers numerous advantages that enhance productivity and safety in industrial applications.
1. Enhanced Mixing Efficiency: The agitation mechanisms ensure thorough mixing of liquids, reducing processing time and improving product quality.
2. Temperature Control: Integrated heating and cooling systems allow precise temperature management, essential for many chemical reactions.
3. Safety Compliance: Equipped with safety features, these vessels minimize risks associated with high-pressure operations, ensuring compliance with industry regulations.
4. Versatility: Suitable for a wide range of applications across multiple industries, making them a valuable asset in diverse production environments.
5. Customization Capabilities: Manufacturers often provide options for tailored designs, allowing businesses to create vessels that meet specific process requirements.
6. Easy Maintenance: Designed for accessibility and ease of cleaning, reducing downtime and maintenance costs.
𝗕𝘂𝘆𝗶𝗻𝗴 𝗚𝘂𝗶𝗱𝗲 𝗳𝗼𝗿 𝗕𝟮𝗕 𝗕𝘂𝘆𝗲𝗿𝘀
When sourcing pressure agitated vessels, it is essential for B2B buyers to consider several critical factors to ensure they select the right product for their needs.
1. Quality Assessment: Evaluate the materials and construction quality of the vessels. Look for compliance with industry standards to ensure durability and longevity.
2. Supplier Verification: Vet suppliers by checking their reputation, certifications, and experience in manufacturing pressure agitated vessels. A reliable supplier is crucial for ongoing support.
3. Pricing and MOQ: Understand the pricing structure and minimum order quantities. Comparing quotes from different suppliers can help identify cost-effective options.
4. Delivery and Lead Times: Consider logistics and lead times for delivery. Timely delivery is vital for maintaining production schedules.
5. Compliance Requirements: Ensure that the vessels meet all necessary regulatory and safety standards relevant to your industry to avoid compliance issues.
𝗖𝗼𝗺𝗽𝗹𝗶𝗮𝗻𝗰𝗲 𝗮𝗻𝗱 𝗖𝗲𝗿𝘁𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Pressure agitated vessels must adhere to various quality standards and industry certifications to ensure safety and reliability. Common standards include ISO 9001, which focuses on quality management systems, and HACCP, which emphasizes food safety. Additionally, compliance with CE certification is essential for products marketed in Europe, ensuring they meet safety and environmental requirements.
Safety and testing requirements are paramount in the manufacturing of pressure agitated vessels. These vessels undergo rigorous testing to meet industry regulations, which may include pressure testing and material inspections.
Regional compliance considerations may vary, so it is important for buyers to understand local regulations regarding pressure equipment and safety standards applicable in their operational regions.
𝗪𝗵𝘆 𝗦𝗼𝘂𝗿𝗰𝗲 𝗣𝗿𝗲𝘀𝘀𝘂𝗿𝗲 𝗔𝗴𝗶𝘁𝗮𝘁𝗲𝗱 𝗩𝗲𝘀𝘀𝗲𝗹𝘀 𝗳𝗿𝗼𝗺 𝗣𝗲𝗽𝗮𝗴𝗼𝗿𝗮?
Pepagora provides a trusted platform for sourcing pressure agitated vessels, offering several key advantages that benefit B2B buyers.
Verified Supplier Network: Pepagora ensures that all suppliers are thoroughly vetted, guaranteeing quality and reliability. Buyers can have confidence in the products they purchase from verified partners.
Streamlined RFQ Process: The request for quotation system simplifies the procurement process. Buyers can easily submit their requirements and receive competitive quotes from multiple suppliers, saving time and effort.
Trade Assurance and Support: Pepagora offers buyer protection mechanisms that ensure transactions are secure. This level of support enhances buyer confidence and fosters long-term business relationships.
Regional Coverage: With a strong presence in India, the GCC, and Southeast Asia, Pepagora connects buyers with local suppliers, facilitating easier communication and logistics. This regional reach allows for better service and support tailored to specific market needs.
Newly Added

































Recently Added
Bliss Engineering
Industrial Automation Process Conveyors For Efficient Material Handling
Industrial Tanks And Vessels For Chemical Food Pharmaceutical Storage
Premium Lab Equipment For Research And Quality Control
J K Engineers
Industrial Stainless Steel Pressure Vessels High Corrosion Resistance
ASME U Stamp Certified Pressure Vessels Stainless Steel Industrial
Industrial Piping Skids U Stemp 50mm Plate Bending Reliable
Hexamide Agro Tech Inc
Industrial Stainless Steel Reaction Vessels 316L 304 Chemical Processing
Industrial Reaction Vessels SS304 SS316 500L To 50KL Corrosion Resistant
Industrial Chemical Reaction Vessels With Spiral Technology
Yashwanth Industries
Industrial Stainless Steel Heavy Fabrications Durable Corrosion Resistant
Industrial Heat Exchanger Erection Services | High Pressure Systems
Industrial Steel Equipment Fabrication For Construction And Manufacturing
Prakash Engineering Works
Pharmaceutical Nutraceutical Fully Automatic Hard Capsule Filling Machine
Industrial Tray Dryer With Uniform Air Circulation Thermostatic Control
Pharmaceutical Chemical Food Vacuum Tray Dryer Low Temperature Drying
Vani Fab Engineers Pvt Ltd
Industrial Agitated Nutsche Filter Metal OEM New Standard Durable
Industrial U Tube Bundle Heat Exchanger Metal OEM 220 460V DC
Industrial Shell And Tube Heat Exchanger Metal DC Power 220 460V
India Flex Engineering
Industrial Octagonal Bellows For Expansion Joints SS MS
Industrial Octagonal Bellows For Axial Movement Absorption In Low Pressure Systems
Industrial Machinery Universal Bellows Corrosion Resistant Easy Install
Heat Chem Enginnering Company
Industrial Heat Transfer Equipment For Precise Temperature Control
Industrial Plate Heat Exchangers For HVAC And Chemical Processing
Industrial Air Cooled Heat Exchangers For Oil Gas Power Plants
Hindustan Enterprises
Tower Crane Concrete Bucket Heavy Duty 0.2L To 6CUM For High Rise Construction
Hindustan Enterprises Premium Banana Type Concrete Buckets For Tower Cranes
Construction Side Discharge Concrete Bucket For Column Filling
Prakash Industries
Industrial Reaction Vessels 50L To 100000L For Chemical Pharmaceutical
Industrial Heat Exchangers For Vapor Condensation In Distillation
Industrial Chemical Reactors SS 304 Limpet Coil Heating
Why Businesses Trust Pepagora
Thousands of companies trust Pepagora to source smarter and sell faster
Expand Your Sales Globally
25000+Products listed.Get discovered by global buyers
Tools to boost visibility
Build your own catalog

Source Smarter,Grow Faster
4000+Active RFQs
100+ Countries served
Easy Sourcing Tools
