undefined
Custom Fabricated Heat Exchanger Units
73 products available
𝗪𝗵𝗮𝘁 𝗮𝗿𝗲 𝗖𝘂𝘀𝘁𝗼𝗺 𝗙𝗮𝗯𝗿𝗶𝗰𝗮𝘁𝗲𝗱 𝗛𝗲𝗮𝘁 𝗘𝘅𝗰𝗵𝗮𝗻𝗴𝗲𝗿 𝗨𝗻𝗶𝘁𝘀?
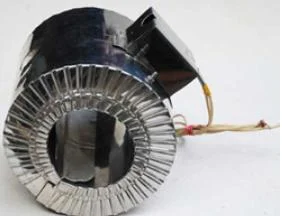
Custom fabricated heat exchanger units are specialized devices designed to transfer heat between two or more fluids. These units are tailored to meet specific operational needs and are built according to precise engineering specifications. The process involves fabricating components that connect and optimize heat transfer, ensuring efficiency and reliability in various applications.
These heat exchangers are commonly utilized in industries such as manufacturing, pharmaceuticals, and food processing, where temperature control is critical. Businesses depend on these units to maintain optimal operating conditions, enhancing productivity and ensuring product quality. The growing focus on energy efficiency and sustainability further emphasizes the importance of custom heat exchangers in today's industrial landscape.
Due to their adaptability, custom fabricated heat exchanger units are relevant across multiple sectors. They play a vital role in managing thermal processes, which is essential for maintaining operational efficiency and compliance with industry regulations.
𝗞𝗲𝘆 𝗙𝗲𝗮𝘁𝘂𝗿𝗲𝘀 𝗮𝗻𝗱 𝗦𝗽𝗲𝗰𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Custom fabricated heat exchanger units come with a range of features that enhance their functionality and efficiency. Understanding these specifications is crucial for selecting the right unit for your needs.
Key specifications include:
1. Material Construction
- Typically made from stainless steel, copper, or aluminum
- Offers durability and corrosion resistance
2. Design Type
- Options include shell and tube, plate, and finned tube designs
- Each design serves specific heat transfer needs
3. Heat Transfer Area
- Customizable based on application requirements
- Influences efficiency and performance
4. Operating Pressure
- Units can be designed for high or low-pressure applications
- Ensures safety and reliability under operational conditions
5. Temperature Range
- Units can handle a variety of temperatures, specific ranges not available
- Critical for maintaining process control
6. Flow Configuration
- Options include counterflow, parallel flow, and crossflow designs
- Affects heat transfer efficiency and fluid dynamics
7. Connections and Fittings
- Customizable inlet and outlet sizes
- Ensures compatibility with existing systems
8. Compliance with Standards
- Units can be built to meet industry standards such as CE certification
- Important for regulatory compliance
Custom fabricated heat exchanger units are designed to deliver optimal performance tailored to user specifications, making them a valuable investment for industrial applications.
𝗖𝗼𝗺𝗺𝗼𝗻 𝗔𝗽𝗽𝗹𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀 𝗮𝗻𝗱 𝗨𝘀𝗲 𝗖𝗮𝘀𝗲𝘀
Custom fabricated heat exchanger units find applications in a variety of industries, showcasing their versatility and importance.
1. Chemical Processing: Used to cool or heat process fluids, ensuring reaction conditions are maintained for optimal output.
2. HVAC Systems: Employed to regulate temperature in commercial and residential buildings, enhancing energy efficiency.
3. Food and Beverage: Critical in pasteurization and cooling processes to maintain product quality and safety.
4. Oil and Gas: Utilized in refining processes where precise temperature control is essential for operational efficiency.
5. Power Generation: Employed in cooling systems to manage waste heat, improving overall system efficiency.
6. Pharmaceutical: Used in temperature-sensitive processes to ensure compliance with strict quality standards.
7. Marine Applications: Important for engine cooling and maintaining optimal operating temperatures in vessels.
Custom fabricated heat exchanger units are essential in these diverse applications, contributing to efficiency and safety across industries.
𝗣𝗿𝗼𝗱𝘂𝗰𝘁 𝗩𝗮𝗿𝗶𝗮𝗻𝘁𝘀 𝗮𝗻𝗱 𝗦𝘂𝗯𝗰𝗮𝘁𝗲𝗴𝗼𝗿𝗶𝗲𝘀
The diversity of custom fabricated heat exchanger units allows for tailored solutions to meet specific operational needs.
Shell and Tube Heat Exchangers
These units consist of a series of tubes, one set carrying hot fluid and the other carrying cold fluid. They are known for their high efficiency and are ideal for high-pressure applications.
Plate Heat Exchangers
Featuring plates stacked together to create channels for fluid flow, these units provide compact designs and are highly efficient for low to moderate pressure applications.
Finned Tube Heat Exchangers
Incorporating fins to increase surface area, these exchangers are ideal for air-cooled applications, often used in HVAC systems.
Each variant offers unique benefits, allowing businesses to select the most suitable option based on their specific requirements.
𝗕𝗲𝗻𝗲𝗳𝗶𝘁𝘀 𝗮𝗻𝗱 𝗔𝗱𝘃𝗮𝗻𝘁𝗮𝗴𝗲𝘀
Custom fabricated heat exchanger units provide numerous advantages that enhance operational efficiency and reduce costs.
1. Tailored Solutions: These units are designed to meet specific application requirements, ensuring optimal performance.
2. Energy Efficiency: Custom designs can significantly reduce energy consumption, leading to lower operational costs.
3. Reliability: High-quality materials and construction ensure long-lasting performance, reducing downtime and maintenance costs.
4. Enhanced Performance: Customization allows for improved heat transfer efficiency, which enhances overall system productivity.
5. Compliance Assurance: Units can be designed to meet industry standards and regulatory requirements, ensuring safety and reliability.
6. Flexibility: Custom solutions can adapt to changing operational needs, allowing for scalability and future upgrades.
By investing in custom fabricated heat exchanger units, businesses can enjoy these benefits while optimizing their processes.
𝗕𝘂𝘆𝗶𝗻𝗴 𝗚𝘂𝗶𝗱𝗲 𝗳𝗼𝗿 𝗕𝟮𝗕 𝗕𝘂𝘆𝗲𝗿𝘀
When sourcing custom fabricated heat exchanger units, it is essential to consider several factors to ensure a successful purchase.
1. Quality Assessment: Evaluate the materials and manufacturing processes to ensure durability and performance. Look for certifications that validate quality standards.
2. Supplier Verification: Research potential suppliers to confirm their reliability and experience in fabricating heat exchangers. Request references and case studies.
3. Pricing and MOQ: Understand the pricing structure and minimum order quantities, which can vary significantly between suppliers. Ensure it aligns with your budget.
4. Delivery and Lead Times: Consider the expected delivery timelines and ensure they meet your project's schedule. Discuss logistics with suppliers to avoid delays.
5. Compliance Requirements: Verify that the units meet all necessary regulatory standards for your industry, including safety and environmental compliance.
Taking these factors into account can help ensure that you select the right custom fabricated heat exchanger units for your business needs.
𝗖𝗼𝗺𝗽𝗹𝗶𝗮𝗻𝗰𝗲 𝗮𝗻𝗱 𝗖𝗲𝗿𝘁𝗶𝗳𝗶𝗰𝗮𝘁𝗶𝗼𝗻𝘀
Custom fabricated heat exchanger units must adhere to various quality standards and certifications to ensure safety and effectiveness. ISO 9001 is a common standard that emphasizes quality management systems, ensuring manufacturers consistently produce high-quality products.
Additionally, compliance with HACCP (Hazard Analysis Critical Control Point) standards is crucial in food and beverage applications, ensuring that products meet safety regulations. CE certification is also relevant, indicating that the product meets European safety standards.
Safety requirements often involve rigorous testing to ensure that the units can handle specified pressures and temperatures without failure. Regional compliance may vary, requiring manufacturers to be aware of local regulations in different markets.
Ensuring that custom fabricated heat exchanger units meet these compliance requirements is essential for maintaining operational integrity and regulatory adherence.
𝗪𝗵𝘆 𝗦𝗼𝘂𝗿𝗰𝗲 𝗖𝘂𝘀𝘁𝗼𝗺 𝗙𝗮𝗯𝗿𝗶𝗰𝗮𝘁𝗲𝗱 𝗛𝗲𝗮𝘁 𝗘𝘅𝗰𝗵𝗮𝗻𝗴𝗲𝗿 𝗨𝗻𝗶𝘁𝘀 𝗳𝗿𝗼𝗺 𝗣𝗲𝗽𝗮𝗴𝗼𝗿𝗮?
Pepagora provides a trusted platform for sourcing custom fabricated heat exchanger units, offering several key advantages for B2B buyers.
Verified Supplier Network: Pepagora partners with reputable suppliers who undergo thorough verification processes. This ensures that buyers work with trustworthy manufacturers that deliver quality products.
Streamlined RFQ Process: The request for quotation (RFQ) process is designed to be efficient, allowing buyers to compare offerings easily and receive competitive pricing. This simplifies the decision-making process.
Trade Assurance and Support: Buyers benefit from trade assurance programs that protect their purchases. Pepagora offers support throughout the buying process, ensuring that any issues are addressed promptly.
Regional Coverage: With a geographic reach that includes India, the GCC, and Southeast Asia, Pepagora connects buyers with suppliers across multiple regions, enhancing accessibility to quality custom fabricated heat exchanger units.
By choosing Pepagora, businesses can confidently source the heat exchangers they need while benefiting from a reliable and comprehensive support system.
Newly Added






































Recently Added
Benchmark Engineers and Consultants
Industrial Brushless Solar DC Fan 230V 1KW Stainless Steel Low Noise
Industrial Solar Energy Collector Stainless Steel 400C Quick Installation
Commercial Solar Panels 20W to 280W Poly Mono Crystalline Cells
Basra Electro Traders
Commercial Residential Water Heaters Premium Energy Efficient Reliable
Industrial Cartridge Heaters For Plates Dies Packaging Machinery
Industrial Cartridge Heaters For High Performance Heating In Machinery
A To Z Spring Center
Industrial Thermocouple Wire Metal Standard New In Stock
Industrial OEM Zinc Steel Cold Rolled Galvanized Spring Steel Sheet
Industrial Wire Form Springs For Compression And Extension Applications
Approcopp Engineering Private Limited
Industrial HVAC Refrigeration Automotive Small U Bends CNC Precision
Heavy Duty Big Tube Bending Machine For Industrial Fabrication
Refrigeration HVAC Mufflers Dryers High Quality Steel Copper Alloys
Vinayak Industries
Industrial Chemical Heaters For Alkaline Acid Solutions
Industrial High Watt Density Cartridge Heaters For Plastic Molding
Industrial Furnace For Alloy Heat Treatment And Metal Melting
Alisha Pneumatics
Industrial Air Filters Lubricator Regulators 99.99% Efficiency 125% Air Flow
Industrial Activated Carbon Air Filters 5 20 Mic Efficiency 800 3200 M/h
Industrial Air Purification OEM Automatic Drain Valve Brass AC Power
Heat Chem Enginnering Company
Industrial Heat Transfer Equipment For Precise Temperature Control
Industrial Plate Heat Exchangers For HVAC And Chemical Processing
Industrial Air Cooled Heat Exchangers For Oil Gas Power Plants
Power Tech Cooling Systems
Industrial HVAC Cooling Tower Spares Durable Corrosion Resistant
Industrial HVAC Cooling Tower Motors For Energy Efficient Reliability
Industrial Cooling Towers High Efficiency FRP Construction For Thermal Management
Morison Appliances
Industrial Stainless Steel Air Heating Elements With Brackets
Industrial Heating Elements For Process Heating Up To 400C
Industrial Heating Elements For Process Heating Up To 400C
Arizona Tech- Zeal
Industrial Compressor Non Metallic Valve Plates High Strength Temperature Resistant
Industrial Hydraulic Seals High Pressure Leak Free Durable
Industrial PTFE Tubing For Chemical Resistance And Thermal Stability
Why Businesses Trust Pepagora
Thousands of companies trust Pepagora to source smarter and sell faster
Expand Your Sales Globally
25000+Products listed.Get discovered by global buyers
Tools to boost visibility
Build your own catalog

Source Smarter,Grow Faster
4000+Active RFQs
100+ Countries served
Easy Sourcing Tools
