undefined

Description
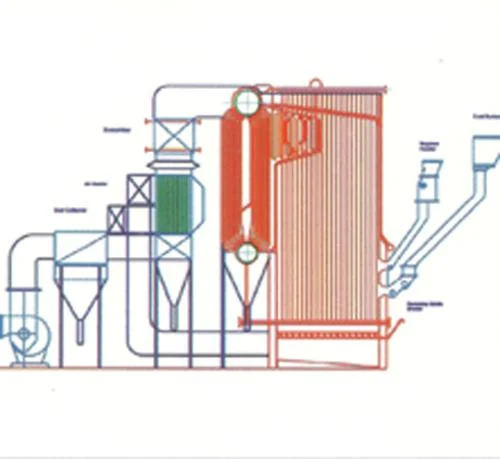
Industrial water tube boilers represent advanced steam generation technology where water circulates through tubes heated externally by combustion gases. This engineering design ens...
Industrial water tube boilers represent advanced steam generation technology where water circulates through tubes heated externally by combustion gases. This engineering design ensures optimal heat transfer and high-pressure steam production, making these boilers perfectly suited for industrial applications requiring reliable thermal energy. The system operates through fuel combustion in a furnace, generating hot gases that heat the water-filled tubes to produce steam for various industrial processes. With their robust construction and efficient operation, these boilers deliver consistent performance while maintaining strict safety standards and operational reliability across diverse industrial settings. These boilers serve critical functions across multiple industrial sectors including power generation, manufacturing facilities, chemical processing plants, textile mills, and food production units. In power generation, they drive turbines for electricity production, while manufacturing plants utilize them for process heating, machinery operation, and maintaining production line efficiency. The chemical industry depends on these boilers for precise temperature control in chemical reactions and distillation processes, while textile manufacturers use them for dyeing and finishing operations. The food processing sector relies on them for sterilization and cooking applications, demonstrating their versatility across essential industrial operations. Companies select water tube boilers for their exceptional reliability, operational efficiency, and long-term investment value. These systems offer reduced fuel consumption through superior heat transfer efficiency, lower maintenance requirements due to durable construction, and enhanced safety features that minimize operational risks. The engineering excellence ensures optimal performance while reducing total cost of ownership through energy efficiency and minimal downtime. Their proven durability and consistent steam generation make them a strategic investment for businesses seeking industrial-grade steam solutions that deliver lasting performance and operational certainty. Key Features: - Externally heated water circulation tubes for maximum heat transfer efficiency - High-pressure steam generation capability meeting industrial requirements - Robust construction using premium materials ensuring long service life - Multiple fuel compatibility including gas, oil, and solid fuel options - Advanced safety systems and controls for secure operation Benefits: - Superior energy efficiency reducing operational fuel costs - Reliable high-pressure steam supply for continuous operations - Durable construction minimizing maintenance requirements and downtime - Enhanced safety features protecting personnel and equipment - Consistent performance ensuring production process stability
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Water tube boilers provide dependable high-pressure steam for industries requiring consistent thermal energy. Their advanced design ensures efficient heat transfer through water circulating in externally heated tubes, making them ideal for large-scale operations where reliability and steady performance are essential. These systems maintain continuous steam supply in demanding environments, supporting various industrial processes and energy generation needs with robust construction and safety features. These boilers are extensively used across power generation, manufacturing, and processing sectors due to their capacity to handle extreme temperatures and pressures. Industries select water tube boilers for their durability, operational safety, and adaptability to different fuel sources, offering a trusted solution for energy-intensive applications that require uninterrupted performance and maximum efficiency. - Power generation facilities for electricity production using steam turbines - Manufacturing plants for process heating and equipment operation - Chemical processing units for reaction heating and distillation processes - Textile manufacturing for dyeing, drying, and fabric finishing operations - Food processing plants for sterilization, cooking, and sanitation processes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Vinson Eco Energy India Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Raw Materials & Chemicals•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Water Tube Boilers For High Pressure Steam Generation
Industrial water tube boilers deliver high-pressure steam generation for power plants and manufacturing industries. These reliable systems feature efficient water circulation in externally heated tubes with custom options available.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Vinson Eco Energy India Pvt Ltd Maharashtra, India
Maharashtra, India
Raw Materials & ChemicalsManufacturer