undefined

Description
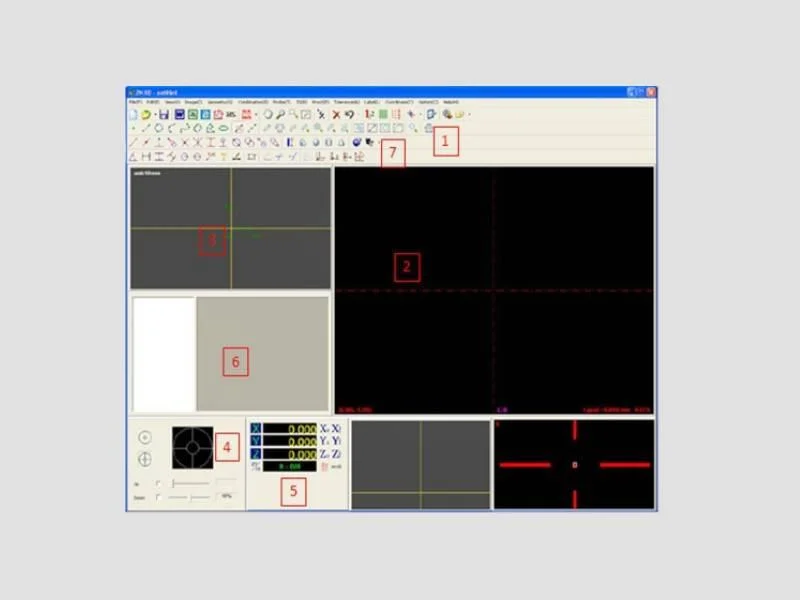
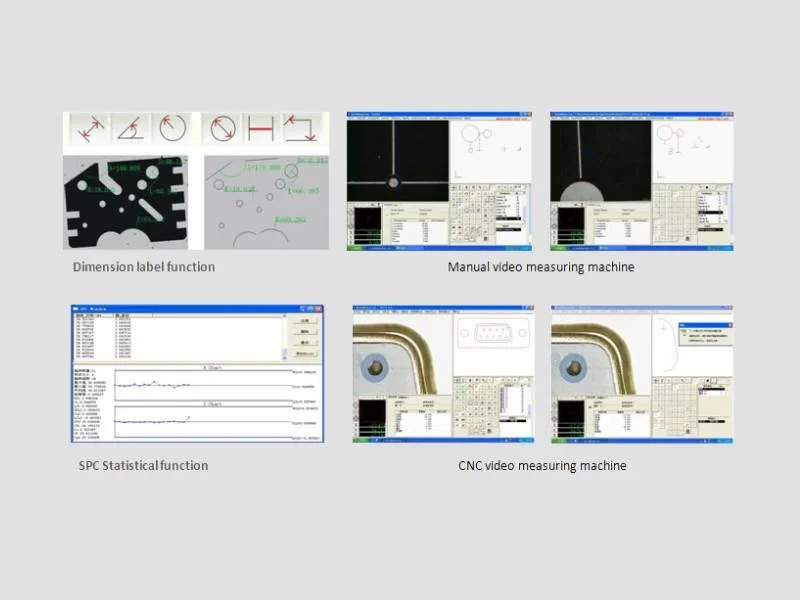
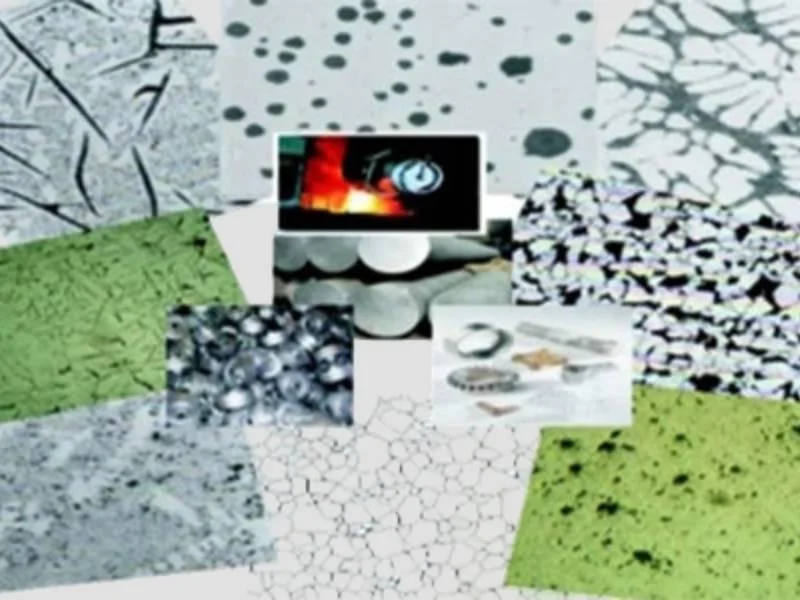
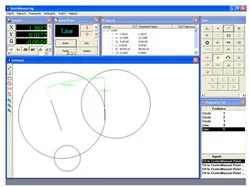
Automated Quality Control Vision Inspection Systems with AI represent the cutting edge of industrial quality assurance technology, combining high-resolution cameras, precision ligh...
Automated Quality Control Vision Inspection Systems with AI represent the cutting edge of industrial quality assurance technology, combining high-resolution cameras, precision lighting, and sophisticated artificial intelligence algorithms. These systems capture detailed images of products moving along production lines and analyze them in real-time to identify defects, verify specifications, and ensure consistent quality output. Unlike manual inspection methods, vision systems operate at full production speeds with unwavering accuracy, eliminating human fatigue and subjective judgment. The integration of AI enables sophisticated defect recognition and adaptive learning capabilities that continuously improve inspection accuracy over time, providing manufacturers with increasingly reliable quality control solutions. These inspection systems serve critical roles across multiple industries where quality assurance directly impacts product performance and safety. In automotive manufacturing, they verify component dimensions and detect surface imperfections that could affect vehicle reliability. Pharmaceutical companies utilize them to check tablet integrity, packaging completeness, and label accuracy to comply with stringent regulatory requirements. Electronics manufacturers rely on vision systems to inspect circuit boards, verify component placement accuracy, and identify soldering defects. Food and beverage processors employ them for detecting foreign materials, verifying seal integrity, and ensuring proper filling levels, while consumer goods manufacturers use vision inspection for packaging verification and final product appearance assessment. The business value of vision inspection systems extends significantly beyond basic defect detection, delivering measurable return on investment through reduced material waste, lower labor costs, and decreased customer returns due to quality issues. By identifying defects early in the production process, these systems prevent costly rework and minimize scrap material, directly impacting bottom-line performance. The consistent inspection standards maintained by these systems help manufacturers meet stringent quality requirements from major clients and regulatory bodies, enhancing market reputation and customer trust. Reliability is engineered into these systems through robust construction suitable for demanding industrial environments, redundant critical components, and comprehensive diagnostic capabilities that minimize operational downtime while providing detailed reporting and data analytics for continuous process improvement. Key Features: - High-resolution cameras with precision lighting systems for optimal image clarity - Advanced AI algorithms for accurate defect detection and classification - Real-time monitoring with instant rejection of non-conforming products - Robust industrial construction designed for manufacturing environments - Comprehensive data reporting and analytics capabilities Benefits: - Significant reduction in product defects and manufacturing waste - Lower labor costs through automation of quality control processes - Enhanced production efficiency with real-time inspection capabilities - Consistent quality standards meeting regulatory requirements - Valuable production insights through detailed quality analytics
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Vision inspection systems provide automated quality control across production lines, performing high-speed visual checks to identify defects, verify assembly completeness, and ensure product consistency without human error. These systems integrate seamlessly with manufacturing equipment to deliver real-time monitoring and immediate rejection of non-conforming items, maintaining uninterrupted production flow. Industries including automotive, pharmaceuticals, electronics, food packaging, and consumer goods depend on vision inspection for maintaining strict quality standards. The technology supports diverse applications from surface flaw detection and dimensional verification to label validation and code reading, with reliable performance across various production environments and specific operational requirements. - Detecting surface defects including scratches, dents, or contamination on manufactured components - Verifying proper assembly and presence of all components in electronic devices and machinery - Checking fill levels, cap placement, and label positioning accuracy in packaging operations - Measuring critical dimensions and maintaining tight tolerances in precision manufacturing - Reading and verifying barcodes, QR codes, and expiration dates on product packaging
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Omega Metrology Products, Karnataka
 Karnataka, India
Karnataka, India
Electronics & Electrical•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
No. of Production Lines6
Annual Production Capacity0
Main Markets
North America
Oceania
Northern Europe
South America
Mid East
Southern Europe
Eastern Europe
Eastern Asia
South Asia
Southeast Asia
Western Europe
Africa
Central America
Domestic
Automated Quality Control Vision Inspection Systems With AI
Automated Quality Control Vision Inspection Systems with AI deliver precise defect detection and measurement verification for manufacturing and packaging industries using high-speed cameras and reliable algorithms.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Omega Metrology Products Karnataka, India
Karnataka, India
Electronics & ElectricalManufacturer