undefined

Description
The Industrial Ultra Filtration System represents a cornerstone of modern water purification technology, engineered for demanding industrial and commercial applications. Operating ...
The Industrial Ultra Filtration System represents a cornerstone of modern water purification technology, engineered for demanding industrial and commercial applications. Operating on a pressure-driven membrane separation principle, it features precise pore sizes that act as an absolute barrier against contaminants. This system is specifically designed to remove suspended solids, bacteria, viruses, and various pathogens, producing water with exceptional purity and consistently low silt density. Its robust construction and reliable performance make it an indispensable solution for facilities that cannot compromise on water quality, offering a streamlined alternative to complex and often inconsistent conventional pre-treatment methods. This technology finds critical application across a wide spectrum of industries where water purity directly impacts product quality, process efficiency, and regulatory compliance. In the pharmaceutical and biotechnology sectors, it is vital for producing water free from pathogens and endotoxins. Food and beverage manufacturers rely on it for ingredient water purification and process water clarification. Municipalities use it for treating surface water into safe drinking water, while numerous industries employ it for wastewater treatment and recycling, as well as for protecting downstream reverse osmosis systems in desalination and high-purity water production. Its versatility in handling different feed waters makes it a universal tool for advanced water management. Investing in an Industrial Ultra Filtration System delivers substantial business value through operational efficiency and unwavering reliability. The system significantly reduces lifecycle costs by minimizing the need for chemicals and eliminating unreliable pre-treatment steps, leading to higher availability for downstream processes like reverse osmosis. Its proven design ensures consistent output quality even with variable feed water conditions, reducing operational risks. The system's reliability translates to fewer interruptions, lower maintenance demands, and long-term cost savings. By ensuring a dependable supply of high-purity water, it supports continuous production, safeguards product quality, and helps facilities meet stringent environmental and safety standards with confidence. Key Features: - Pressure-driven membrane filtration with precise pore sizes for absolute barrier performance. - Effective removal of suspended solids, bacteria, viruses, and pathogens. - Engineered for high-purity water output with consistently low silt density. - Robust construction designed for reliable operation in demanding industrial environments. - Compatible with various feed water sources including surface water and treated effluent. Benefits: - Delivers reliable, high-purity water critical for sensitive industrial processes. - Reduces operational costs by minimizing chemical use and pre-treatment complexity. - Enhances system uptime and protects downstream equipment like reverse osmosis membranes. - Provides consistent performance and water quality, ensuring process stability. - Supports compliance with water quality standards for production and discharge.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
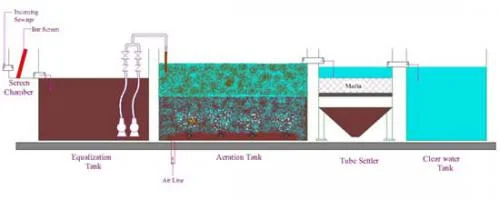
Industrial Ultra Filtration Systems provide essential purification for processes demanding high-quality water. They utilize advanced membrane technology with precise pore sizes to effectively remove suspended solids, bacteria, viruses, and pathogens. This makes them a critical component for pretreatment before reverse osmosis and other sensitive separation processes across demanding industrial environments. These systems offer consistent, reliable performance for treating diverse water sources, including surface water and biologically treated effluent. By eliminating the need for less reliable pre-treatment methods, they significantly reduce operational complexity and costs while enhancing overall system uptime and availability. Their robust design ensures they meet the specific purity and flow requirements of various industrial operations. - Pretreatment for reverse osmosis systems in desalination and industrial water recycling plants. - Purification of surface water for use in municipal and industrial water supply networks. - Treatment and recycling of industrial wastewater to meet discharge or reuse standards. - Removal of pathogens, endotoxins, and pyrogens in pharmaceutical and biotech manufacturing processes. - Clarification and purification of process water and ingredients in food and beverage production.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Brisanzia Technologies Private Limited, New Delhi
 New Delhi, India
New Delhi, India
Raw Materials & Chemicals•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Ultra Filtration System For Water Purification And Pathogen Removal
Industrial Ultra Filtration System delivers reliable, pressure-driven purification for high-purity water, removing suspended solids, bacteria, viruses, and pathogens. Ideal for industrial and commercial applications requiring low silt density.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Brisanzia Technologies Private Limited New Delhi, India
New Delhi, India
Raw Materials & ChemicalsManufacturer