undefined

Description
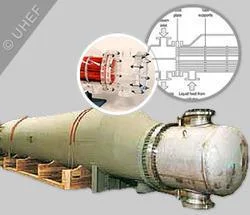
Our Industrial U Tube Bundle Heat Exchanger represents advanced thermal management technology engineered for superior performance in demanding industrial environments. The unique U...
Our Industrial U Tube Bundle Heat Exchanger represents advanced thermal management technology engineered for superior performance in demanding industrial environments. The unique U-shaped tube configuration naturally accommodates thermal expansion and contraction, significantly reducing mechanical stress and extending equipment lifespan. Constructed from high-quality materials selected for corrosion resistance and pressure tolerance, these heat exchangers deliver consistent performance even under the most challenging operating conditions. The compact design optimizes space utilization while maintaining exceptional heat transfer efficiency, making them ideal for facilities where floor space is at a premium. Each unit undergoes rigorous quality control to ensure reliability and long-term operational stability. These heat exchangers serve critical functions across multiple industrial sectors, providing essential thermal management solutions. In chemical processing plants, they handle aggressive chemical reactions and temperature-sensitive processes with precision and safety. Power generation facilities rely on them for condenser applications and feedwater heating systems. The oil and gas industry utilizes these units for crude oil heating and product cooling throughout refining operations. Pharmaceutical manufacturers benefit from their precise temperature control capabilities for sensitive production lines, while food processing plants value their efficient heating and cooling for various production stages. Investing in our U Tube Bundle Heat Exchangers delivers substantial business value through reduced energy consumption, lower maintenance requirements, and enhanced process reliability. The efficient thermal transfer design minimizes pressure drop, leading to significant operational cost savings and improved sustainability metrics. The robust construction ensures minimal downtime and reduced replacement frequency, providing long-term cost efficiency. With proven performance across diverse industrial applications, these heat exchangers offer a trustworthy solution for companies seeking to optimize their thermal management systems while controlling operational expenses and maintaining production quality standards. Key Features: - U-tube design accommodating thermal expansion for extended equipment life - High-grade materials providing corrosion resistance and pressure tolerance - Compact configuration optimizing space utilization in industrial settings - Efficient heat transfer design minimizing pressure drop and energy requirements - Robust construction ensuring durability in demanding operating environments Benefits: - Reduced energy consumption leading to lower operational costs - Minimal maintenance requirements decreasing downtime and service expenses - Enhanced process reliability ensuring consistent production quality - Long equipment lifespan providing excellent return on investment - Space-efficient design allowing installation in constrained areas
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
U Tube Bundle Heat Exchangers provide exceptional thermal management in space-constrained industrial environments. Their innovative U-tube design accommodates natural thermal expansion while enabling straightforward maintenance access. This configuration ensures reliable performance across demanding high-pressure and high-temperature applications, making them indispensable for chemical processing plants, power generation facilities, and large-scale HVAC systems requiring precise temperature control and operational efficiency. These heat exchangers demonstrate remarkable versatility across multiple sectors including oil refineries, pharmaceutical manufacturing, and food processing operations. Their robust construction handles aggressive fluids and sensitive processes with equal proficiency. The design minimizes energy consumption while maximizing heat transfer efficiency, supporting sustainable operations and reducing overall operational costs for industrial facilities seeking long-term thermal management solutions. - Chemical processing plants for reactor temperature control and condensation systems - Power generation facilities managing heat exchange in turbines and cooling circuits - Large commercial HVAC systems maintaining optimal building temperature regulation - Oil refineries processing crude oil heating and refined product cooling stages - Pharmaceutical manufacturing ensuring precise temperature maintenance in production
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Unitech Heat Exchangers and Fabricators, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Automotive & Transport•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial U Tube Bundle Heat Exchanger For Efficient Thermal Management
Industrial U Tube Bundle Heat Exchanger delivers efficient thermal management with compact space utilization, reduced pressure drop, and lower energy costs for heating and cooling processes across various industries.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Unitech Heat Exchangers and Fabricators Tamil Nadu, India
Tamil Nadu, India
Automotive & TransportManufacturer