undefined

Description
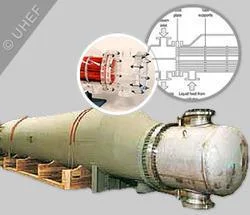
Our industrial tube bundle heat exchangers are precision-engineered thermal management solutions built for demanding industrial applications. Constructed with non-corrosive materia...
Our industrial tube bundle heat exchangers are precision-engineered thermal management solutions built for demanding industrial applications. Constructed with non-corrosive materials and a sturdy design, they deliver long-lasting, reliable performance while operating with high energy efficiency. This combination reduces operational costs and ensures consistent temperature control, even under extreme conditions. The robust construction handles significant pressure and thermal stress, making these exchangers a dependable choice for critical processes where failure is not an option. They are manufactured to meet rigorous quality standards, providing a durable and efficient solution for managing heat transfer in complex industrial systems. These heat exchangers serve a vital role across numerous heavy industries. In chemical and pharmaceutical processing, they enable precise temperature regulation for reactions, separations, and product consistency. Power generation facilities utilize them for cooling turbines, condensers, and for effective waste heat recovery. Within the oil and gas sector, they are essential for refining processes, pipeline operations, and gas compression cooling. Manufacturing plants integrate them into machinery for cooling engines, hydraulic fluids, and cutting oils. Furthermore, they are key components in large commercial and industrial HVAC systems, ensuring efficient climate control and energy management for extensive facilities. The business value of these tube bundle heat exchangers lies in their exceptional reliability, which minimizes unplanned downtime and reduces long-term maintenance costs. Their energy-efficient operation directly lowers utility expenditures, contributing to a stronger return on investment. The durable, non-corrosive construction extends service life, decreasing the frequency of replacements. This reliability ensures process continuity and product quality, which are critical for production schedules and operational budgets. Trusted by industrial buyers globally, these units are backed by stringent manufacturing controls, offering a proven solution that enhances system performance and operational efficiency for serious industrial partners. Key Features: - Built with non-corrosive materials for enhanced longevity and resistance to harsh chemicals. - Energy-efficient design optimizes heat transfer, reducing overall power consumption. - Sturdy, robust construction ensures reliable operation under high pressure and temperature. - Engineered for high thermal tolerance to perform consistently in extreme industrial environments. - Features a tube bundle design that maximizes surface area for effective heat exchange. Benefits: - Reduces operational energy costs through efficient thermal management. - Minimizes maintenance needs and downtime due to durable, corrosion-resistant build. - Ensures process reliability and stability in critical heating and cooling applications. - Provides a long service life, offering excellent value and return on investment. - Delivers consistent performance that supports product quality and production efficiency.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial tube bundle heat exchangers are engineered for robust thermal management, efficiently transferring heat between fluids through a series of tubes. Their design ensures optimal temperature control for processes requiring precise heating or cooling, capable of withstanding high pressures and temperatures in challenging operational environments. This makes them a fundamental component for maintaining system integrity and process efficiency across heavy-duty applications. These exchangers are integral to sectors like chemical processing, power generation, oil and gas, HVAC, and manufacturing. They facilitate critical functions such as cooling industrial engines, regulating process fluid temperatures, and managing heat in hydraulic systems. Their versatility and adaptability support consistent performance, enhancing operational stability and productivity in diverse industrial settings. - Cooling industrial engines and compressors in manufacturing and processing plants. - Regulating temperatures in chemical reactors and distillation columns during production. - Managing heat in hydraulic and lubrication systems for heavy machinery. - Facilitating heat recovery in power generation plants and cogeneration systems. - Providing temperature control in large-scale HVAC systems for industrial facilities.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Unitech Heat Exchangers and Fabricators, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Automotive & Transport•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Tube Bundle Heat Exchangers Non Corrosive Energy Efficient
Industrial tube bundle heat exchangers provide non-corrosive, energy-efficient thermal management for demanding industrial processes, ensuring reliable performance with sturdy construction.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Unitech Heat Exchangers and Fabricators Tamil Nadu, India
Tamil Nadu, India
Automotive & TransportManufacturer