undefined

Description
Industrial thermic fluid heaters with advanced four-stage heat transfer technology deliver exceptional thermal efficiency for demanding industrial applications. These systems opera...
Industrial thermic fluid heaters with advanced four-stage heat transfer technology deliver exceptional thermal efficiency for demanding industrial applications. These systems operate at temperatures up to 300°C with corrosion-resistant construction that ensures durability in challenging environments. Available in capacities ranging from 50,000 to 10,00,000 Kcal/hr, these heaters feature both horizontal and vertical design options to accommodate various facility layouts. The sophisticated engineering incorporates forced circulation systems, optimized heat transfer surfaces, and efficient combustion chambers to achieve consistent performance with efficiency ratings of 88%±1% on net calorific value basis. These units meet international standards and provide reliable thermal solutions for continuous industrial operations. These thermic fluid heaters serve critical functions across multiple industrial sectors where precise temperature management directly impacts product quality and process efficiency. Chemical processing facilities utilize them for maintaining consistent temperatures in reactors and distillation columns during production cycles. Pharmaceutical manufacturers depend on these systems for sterilization and drying processes that require exact thermal control. Food processing plants rely on them for cooking, frying, and pasteurization operations where uniform heat distribution is essential. The textile industry employs these heaters for heat setting and finishing processes, while plastic and rubber manufacturers use them for mold temperature control and extrusion applications requiring stable thermal conditions throughout production runs. The operational value of these thermic fluid heaters lies in their proven reliability, energy efficiency, and consistent performance that directly influence production outcomes and operational expenditures. The 88%±1% efficiency rating ensures minimal energy waste while maintaining optimal thermal performance, resulting in substantial cost savings over the system's lifespan. Fully automatic operation with integrated safety systems reduces monitoring requirements and minimizes operational errors. These systems qualify for accelerated depreciation benefits, providing financial advantages. The packaged design simplifies installation and reduces commissioning time, while the non-IBR classification streamlines regulatory compliance, making them an optimal choice for businesses seeking dependable thermal solutions with minimal maintenance demands. Key Features: - Four-stage heat transfer system maximizing thermal efficiency and energy utilization - Corrosion-resistant construction ensuring durability in demanding industrial environments - High-temperature operation capability up to 300°C with pressure-resistant design - Capacity range from 50,000 to 10,00,000 Kcal/hr in horizontal and vertical configurations - Fully automated control systems with integrated safety and monitoring features Benefits: - Enhanced energy efficiency reducing operational costs and environmental impact - Reliable performance ensuring consistent thermal conditions for production processes - Durable construction minimizing maintenance requirements and extending service life - Flexible configuration options adapting to various facility layouts and space constraints - Automated operation reducing labor requirements and operational complexity
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These high-efficiency thermic fluid heaters provide consistent thermal performance for industrial processes requiring precise temperature control. The four-stage heat transfer system ensures maximum energy utilization while maintaining stable thermal conditions under demanding operational parameters. Engineered for continuous duty cycles, these units deliver reliable heating solutions where production continuity depends on thermal system performance. Multiple industries benefit from these thermic fluid heating systems including chemical processing, pharmaceutical manufacturing, food production, textile operations, and plastic manufacturing. Available in horizontal and vertical configurations with capacities ranging from 50,000 to 10,00,000 Kcal/hr, these heaters adapt to various facility layouts and specific thermal requirements. The robust construction ensures long service life even in challenging industrial environments. - Chemical processing plants maintaining precise temperatures for reactors and distillation columns - Pharmaceutical manufacturing facilities requiring accurate thermal control for sterilization processes - Food production operations for cooking, frying, and pasteurization with uniform heat distribution - Textile manufacturing for heat setting, drying, and finishing processes needing stable temperatures - Plastic and rubber production for mold temperature control and extrusion line heating
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Blaze Boilers, Andhra Pradesh
 Andhra Pradesh, India
Andhra Pradesh, India
Construction•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
North America
South America
Mid East
Eastern Europe
Eastern Asia
South Asia
Southeast Asia
Africa
Central America
Domestic
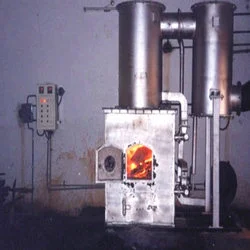
Industrial Thermic Fluid Heaters High Efficiency 4 Stage Heat Transfer
Industrial thermic fluid heaters with 4-stage heat transfer deliver high-efficiency thermal performance up to 300°C. Corrosion-resistant construction and capacities from 50,000 to 10,00,000 Kcal/hr suit diverse industrial heating needs with reliable operation.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Blaze Boilers Andhra Pradesh, India
Andhra Pradesh, India
ConstructionManufacturer