undefined
Description
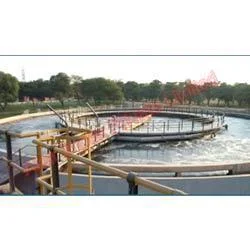
Our premium sludge thickeners provide advanced wastewater management solutions designed for efficient solid-liquid separation and volume reduction. These systems utilize gravity co...
Our premium sludge thickeners provide advanced wastewater management solutions designed for efficient solid-liquid separation and volume reduction. These systems utilize gravity concentration combined with aerobic bacterial processes to effectively concentrate sludge, making subsequent dewatering operations more economical and efficient. Engineered for reliability and consistent performance, these thickeners handle various sludge types from industrial, biological, and municipal sources. The robust construction ensures long-term durability with minimal maintenance requirements, serving as critical components in modern wastewater treatment infrastructure that help facilities achieve operational efficiency and environmental compliance standards. These sludge thickeners find extensive application across industries where effective wastewater treatment and waste minimization are essential. Municipal water treatment facilities rely on them for concentrating primary and secondary sludge before digestion or mechanical dewatering processes. Industrial sectors including chemical manufacturing, food processing, pharmaceuticals, and pulp production utilize these systems for effluent treatment and solid waste management. Mining operations benefit from tailings concentration and water recovery capabilities. The technology proves particularly valuable where space constraints exist or where reducing transportation and disposal costs is paramount, adapting to various inlet configurations and sludge characteristics across different operational environments. Investing in our sludge thickeners delivers significant business value through reduced operational costs and improved processing efficiency. The substantial volume reduction capability directly lowers disposal expenses and transportation requirements while minimizing environmental impact. Reliable performance ensures consistent treatment outcomes and reduces downtime risks, providing predictable operational costs. The aerobic bacterial process enhances sludge stabilization, making subsequent handling safer and more efficient. These systems contribute to environmental sustainability by enabling better resource recovery and supporting compliance with regulatory standards for waste management and disposal. Key Features: - Gravity-based concentration with aerobic bacterial processes for effective sludge thickening - Robust construction using quality materials ensuring long-term durability and reliability - Consistent performance across varying sludge characteristics and inlet load conditions - Multiple inlet options with free-standing or base-mounted installation flexibility - Minimal energy requirements and operational complexity for cost-effective operation Benefits: - Significant sludge volume reduction lowering disposal and transportation costs - Improved dewatering efficiency reducing overall treatment process expenses - Reliable performance ensuring consistent treatment outcomes and minimal downtime - Enhanced sludge stabilization through aerobic processes for safer handling - Environmental compliance support through effective waste concentration and management
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
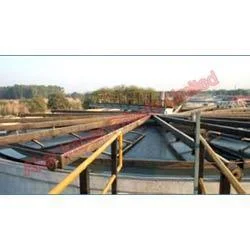
Sludge thickeners are essential wastewater treatment components that concentrate sludge through gravity settling and aerobic processes before dewatering. They significantly reduce volume and handling costs while ensuring consistent performance across varying inlet loads and sludge characteristics. Their robust design provides reliable operation in demanding industrial environments where waste minimization and process efficiency are critical. These systems serve multiple industries requiring effective solid-liquid separation and waste concentration. Municipal water treatment plants utilize them for primary and secondary sludge processing, while industrial facilities benefit from reduced disposal costs and improved environmental compliance. The technology adapts to specific operational constraints and space limitations, offering installation flexibility through free-standing or base-mounted configurations for different facility layouts. - Municipal wastewater treatment plants for primary and secondary sludge thickening - Industrial effluent treatment in chemical and pharmaceutical manufacturing - Food processing facilities for organic waste concentration and volume reduction - Pulp and paper mills for fiber recovery and sludge management - Mining operations for tailings concentration and water recovery processes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Akar Impex Pvt Ltd, Uttar Pradesh
 Uttar Pradesh, India
Uttar Pradesh, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Wastewater Management Premium Sludge Thickeners For Efficient Dewatering
Premium sludge thickeners for efficient wastewater dewatering reduce sludge volume and disposal costs. Ideal for industrial plants, municipal treatment, and environmental applications with reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Akar Impex Pvt Ltd Uttar Pradesh, India
Uttar Pradesh, India
Manufacturer