undefined
Description
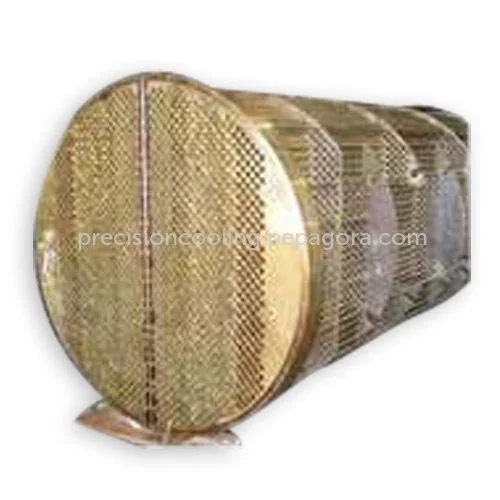
Our Industrial Shell and Tube Heat Exchanger represents advanced thermal management technology engineered for demanding industrial applications. This high-performance unit features...
Our Industrial Shell and Tube Heat Exchanger represents advanced thermal management technology engineered for demanding industrial applications. This high-performance unit features a maximum working pressure of 40Bar and accommodates flow rates from 5 to 30 meters per second, making it suitable for rigorous operational environments. With a substantial 400 kilowatt power capacity, this heat exchanger delivers efficient heat transfer for large-scale industrial processes. The robust tube heat exchanger structure ensures durability and long service life, while the 380-volt electrical requirement supports integration with standard industrial power systems. Designed for new condition deployment, this unit provides reliable thermal management where performance and consistency are critical to operational success. This heat exchanger serves essential functions across multiple industrial sectors requiring precise temperature control. In chemical processing industries, it manages reactor temperatures and facilitates product cooling during manufacturing stages. Power generation facilities utilize it for critical cooling applications in turbine lubrication systems and condenser operations. Manufacturing plants depend on its capabilities for machinery temperature regulation and process cooling needs. Petrochemical refineries employ it for heating crude oil and cooling intermediate products during refining processes. The food production industry benefits from its precise thermal control in pasteurization applications and processing operations where temperature accuracy directly impacts product quality and safety standards. The business value of this shell and tube heat exchanger lies in its exceptional reliability and operational efficiency that translate to tangible cost savings. The robust construction minimizes maintenance requirements and reduces operational downtime, while the high-efficiency heat transfer design significantly lowers energy consumption compared to conventional systems. The unit's ability to handle extreme pressures and temperatures ensures consistent performance in challenging environments, providing operational stability that protects production quality. The long service life and durable components offer excellent return on investment through reduced replacement costs and consistent thermal management performance. These advantages make it a strategic investment for businesses seeking to optimize their thermal management systems while controlling operational expenses. Key Features: - Maximum working pressure capacity of 40Bar for high-pressure applications - Liquid flow rate range from 5 to 30 meters per second for versatile operation - 400 kilowatt power rating for large-scale thermal management requirements - Tube heat exchanger structure designed for durability and efficiency - 380 volt electrical system compatible with standard industrial power Benefits: - Reliable performance in demanding industrial environments with minimal downtime - Energy-efficient heat transfer design reduces operational costs significantly - Robust construction ensures long service life and reduced maintenance needs - Versatile flow rate range accommodates diverse industrial fluid handling requirements - High-pressure capability provides operational flexibility for various applications
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Certification | |
| Condition | New |
| Dimension(L*W*H) | Customize |
| Liquid Flow Rate | 5 - 30 m/s |
| Maximum Working Pressure | 40Bar |
| Power(W) | Kilowatt,400 |
| Structure | Tube Heat Exchanger |
| Type | Heat Exchanger |
| Voltage | Volt,380 |
| Warranty | |
| Weight |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This industrial shell and tube heat exchanger provides robust thermal management for demanding environments with its 40Bar pressure rating and 5-30 m/s flow rate capability. The unit's durable construction ensures reliable performance in continuous operation, handling extreme temperatures and pressures while maintaining efficient heat transfer across various industrial processes. Its design focuses on operational stability and long-term reliability, making it suitable for critical applications where consistent temperature control is essential for production quality and safety. The heat exchanger's versatile configuration accommodates diverse fluid handling requirements while delivering optimal thermal efficiency. With 400 kilowatt capacity, it supports large-scale operations across multiple industries, from chemical processing to power generation. The unit's engineering prioritizes ease of integration into existing systems, ensuring minimal disruption during installation. Its performance characteristics make it ideal for both heating and cooling applications in challenging industrial settings. - Chemical processing plants for reactor temperature control and distillation systems - Power generation facilities for turbine oil cooling and condenser operations - Petrochemical refineries for crude oil heating and product cooling processes - Manufacturing plants for machinery cooling and process temperature regulation - Food production facilities for pasteurization systems and thermal processing
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Precision Cooling System, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
No. of Production Lines2
Annual Production Capacity0 a:2:{i:0;s:6:"Pieces";i:1;s:6:"Pieces";}
Main Markets
Domestic
Industrial Shell And Tube Heat Exchanger 40Bar 5 30 m/s 400kW
Industrial Shell and Tube Heat Exchanger delivers 400kW thermal capacity with 40Bar pressure rating and 5-30 m/s flow rates for chemical processing, power generation, and manufacturing applications requiring reliable heat transfer solutions.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Precision Cooling System Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer