undefined
Description
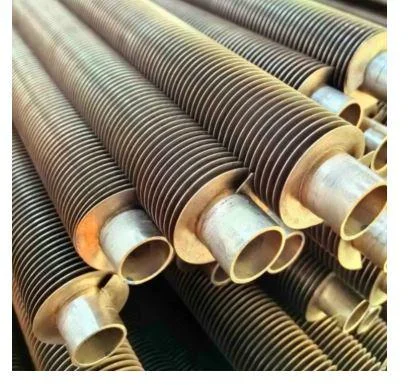
Our custom shell and tube heat exchanger represents precision engineering for industrial thermal management. Designed through close consultation with process engineers, each unit m...
Our custom shell and tube heat exchanger represents precision engineering for industrial thermal management. Designed through close consultation with process engineers, each unit matches exact operational requirements for optimal thermal efficiency, pressure handling, and long-term reliability. The exchanger handles diverse process fluids while maintaining consistent performance across varied operating conditions. Precision manufacturing and careful material selection ensure corrosion resistance, mechanical strength, and extended service life. These units integrate seamlessly into existing systems or new installations, delivering dependable operation under demanding industrial conditions with reduced operating costs. Multiple industries depend on this heat exchanger for critical thermal processes. Chemical plants utilize it for reactor temperature regulation and intermediate cooling. Oil refineries employ it for crude preheating and product cooling streams. Power generation facilities rely on it for turbine systems and heat recovery applications. Food processors use it for ingredient heating and pasteurization cycles. Pharmaceutical manufacturers implement it for precise temperature control in sensitive production environments. Each application benefits from the exchanger's robust construction and reliable thermal transfer capabilities. The business value lies in enhanced process efficiency and operational reliability. These exchangers reduce energy consumption through optimized heat transfer, lowering operational expenses. Their durable construction minimizes maintenance requirements and extends equipment lifespan. The design flexibility allows adaptation to specific process needs without compromising performance. Manufacturers gain consistent thermal management that improves product quality and production consistency. The reliability under demanding conditions ensures uninterrupted operations, protecting against costly downtime and maintaining production schedules. Key Features: - Custom engineered design matching exact process requirements - Robust construction for handling high-pressure environments - Compatibility with diverse process fluids and operating conditions - Precision manufacturing ensuring corrosion resistance and mechanical strength - Seamless integration into existing systems or new installations Benefits: - Enhanced thermal efficiency reducing energy consumption - Extended service life through durable materials and construction - Consistent performance under demanding industrial conditions - Reduced operating costs through optimized heat transfer - Reliable operation minimizing maintenance requirements and downtime
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This custom shell and tube heat exchanger is engineered for demanding thermal management tasks across heavy industries. Its robust construction and precise engineering make it suitable for handling aggressive process fluids, high-pressure environments, and extreme temperature differentials while maintaining consistent performance. Manufacturers rely on this heat exchanger for critical heating, cooling, condensation, and heat recovery operations. The design flexibility allows integration into both new installations and existing system upgrades, providing reliable thermal transfer solutions that enhance overall process efficiency and operational stability. Real-world applications: - Chemical and petrochemical processing plants for reactor temperature control and product cooling - Oil and gas production facilities for crude oil heating and gas processing - Power generation systems for turbine lube oil cooling and heat recovery - Food and beverage processing for pasteurization and ingredient heating - Pharmaceutical manufacturing for precise temperature control in production processes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
| Payment Methods |
|
Company Profile

Premier Engineering Works, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
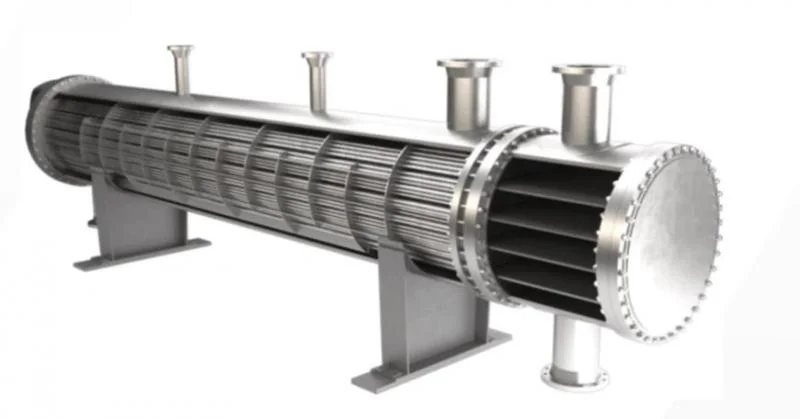
Industrial Shell and Tube Heat Exchanger for Thermal Management
Custom Shell and Tube Heat Exchanger delivers reliable thermal performance for industrial processes, ensuring efficiency, durability, and compatibility with varied operating conditions and process fluids.
Min. Order Quantity: 1 pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Premier Engineering Works
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer