undefined

Description
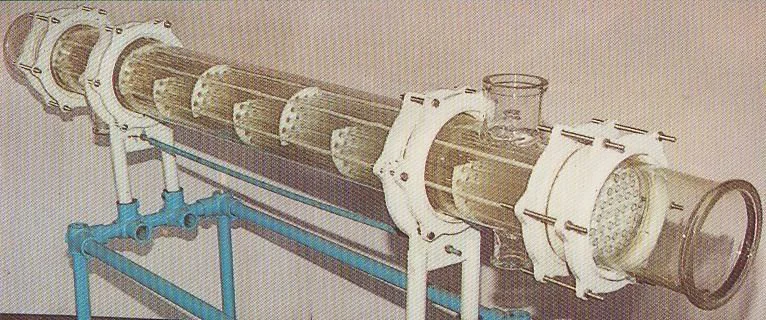
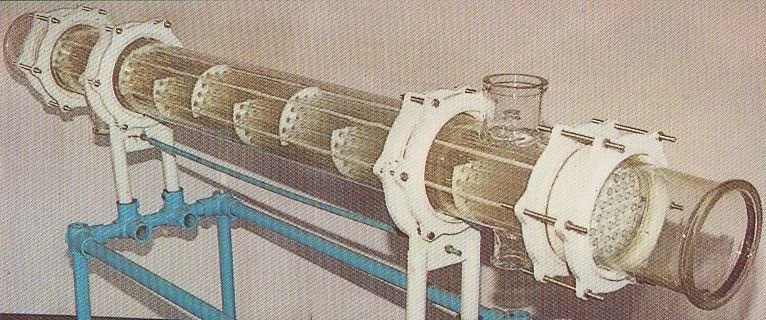
Our Industrial Borosilicate Glass Shell and Tube Heat Exchangers represent advanced thermal management solutions designed specifically for corrosive industrial environments. Featur...
Our Industrial Borosilicate Glass Shell and Tube Heat Exchangers represent advanced thermal management solutions designed specifically for corrosive industrial environments. Featuring premium borosilicate glass construction, these units deliver exceptional corrosion resistance against a wide range of aggressive chemicals while providing efficient heat transfer capabilities. The design incorporates individual glass tubes sealed into specially engineered PTFE tube sheets with secure socket arrangements, creating a robust system that withstands demanding operational conditions. With temperature capabilities ranging from -40°C to 150°C and suitability for full vacuum operation on both shell and tube sides, these exchangers offer versatile performance for diverse industrial thermal processes. Manufactured to international quality standards, they provide reliable operation where conventional metal heat exchangers would rapidly deteriorate. These heat exchangers serve critical functions across multiple industrial sectors where chemical resistance and purity are non-negotiable requirements. In chemical processing industries, they handle concentrated acids, alkalis, and organic solvents for heating, cooling, and condensation applications without degradation. Pharmaceutical manufacturers utilize them for contamination-free thermal processes in drug production and purification systems. The food and beverage industry benefits from their ability to maintain product purity while processing corrosive cleaning solutions. Water treatment facilities employ them for handling aggressive industrial effluents and chemical dosing systems. Their universal corrosion resistance makes them suitable for any application involving media that attacks metallic surfaces, providing long-term reliability where other materials fail. The business value of these glass shell and tube heat exchangers lies in their exceptional reliability, operational efficiency, and long-term cost savings. They significantly reduce maintenance costs through minimal fouling characteristics and easy tube replacement capabilities when needed. Their construction provides approximately three times higher heat transfer coefficients compared to conventional coil-type exchangers while maintaining minimal pressure drop across the system. The lightweight design simplifies installation and reduces structural support requirements, while the compact footprint saves valuable floor space in industrial facilities. Special sealing arrangements with PTFE tube sheets permit straightforward maintenance and cleaning procedures, minimizing downtime and operational disruptions. These units deliver sustainable thermal solutions that enhance process efficiency while protecting against the high costs of equipment failure in corrosive environments. Key Features: - Premium borosilicate glass construction providing universal corrosion resistance - Individual glass tubes securely sealed into PTFE tube sheets with special socket arrangements - Engineered baffle system on shell side to enhance heat transfer through controlled turbulence - Operational temperature range from -40°C to 150°C with maximum 120°C differential - Suitable for full vacuum operation on both shell and tube sides of the exchanger Benefits: - Exceptional resistance to aggressive chemicals including acids, alkalis, and solvents - High thermal efficiency with minimal fouling for consistent performance - Reduced maintenance requirements and easy tube replacement capabilities - Lightweight construction for simpler installation and space-efficient design - Cost-effective alternative to expensive exotic metal alloys like hastelloy or titanium
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These borosilicate glass shell and tube heat exchangers are engineered for demanding industrial processes where metal components fail. Their unique construction provides universal corrosion resistance against aggressive acids, alkalis, and solvents while maintaining excellent thermal conductivity. The smooth glass surfaces prevent fouling and contamination, ensuring consistent performance in heating, cooling, and condensation applications across various industrial settings. Industries requiring absolute purity and chemical resistance rely on these heat exchangers for critical thermal management. The borosilicate glass construction handles media that rapidly degrade metallic surfaces, offering a durable and cost-effective alternative to exotic metal alloys. This makes them indispensable for sensitive manufacturing where product integrity and equipment longevity are paramount, from laboratory-scale operations to full-scale production facilities. - Chemical processing plants for cooling concentrated acids and condensing volatile solvents - Pharmaceutical manufacturing for maintaining sterile conditions during product heating and cooling cycles - Food and beverage production for processing corrosive cleaning agents and maintaining product purity - Water treatment facilities for handling aggressive industrial wastewater and chemical dosing systems - Research laboratories and pilot plants for developing processes with corrosive media
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Mumbai | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
GARG PROCESS GLASS INDIA PVT LTD, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Borosilicate Glass Shell And Tube Heat Exchangers For Corrosion Resistance
Industrial Borosilicate Glass Shell and Tube Heat Exchangers provide superior corrosion resistance and efficient thermal management for chemical, pharmaceutical, and process industries requiring reliable heat transfer in aggressive environments.
Min. Order Quantity: 1 Piece
Price$100-$1000
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
GARG PROCESS GLASS INDIA PVT LTD Maharashtra, India
Maharashtra, India
Manufacturer