undefined

Description
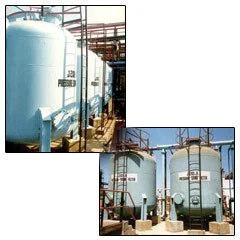
Industrial Reverse Osmosis Plants represent advanced water purification technology engineered for demanding commercial and industrial applications. These systems utilize the revers...
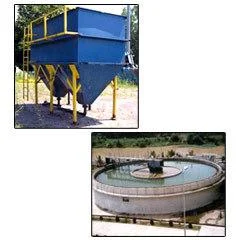
Industrial Reverse Osmosis Plants represent advanced water purification technology engineered for demanding commercial and industrial applications. These systems utilize the reverse osmosis process where pressure forces water through semi-permeable membranes to effectively remove dissolved solids, contaminants, and impurities. The cross-flow filtration method ensures continuous operation with a portion of feed water used to clean membranes while producing high-quality permeate. Engineered to handle diverse feed water conditions, these plants operate at pressures ranging from 8-14 bar for fresh water to 40-70 bar for seawater applications. The technology significantly reduces salinity, removes microorganisms, and eliminates up to 99% of dissolved salts, delivering reliable water purification for critical industrial requirements. Reverse Osmosis Plants serve essential functions across multiple industries where water quality directly impacts operational outcomes and product quality. In pharmaceutical manufacturing, they provide USP-grade water for drug formulation and medical device production. Food and beverage processors depend on RO systems for ingredient water, product mixing, and cleaning applications that demand consistent purity levels. Power generation facilities utilize these plants for boiler feed water treatment to prevent scaling and corrosion in critical equipment. Municipal water treatment plants implement RO technology for desalination and contaminant removal in public drinking water systems. The manufacturing sector, including electronics and automotive industries, relies on purified water for various production processes and quality control standards. Our Reverse Osmosis Plants deliver substantial business value through operational reliability and cost efficiency. These systems are designed for continuous operation with automated controls that minimize manual intervention and reduce labor expenses. The robust construction ensures extended service life with minimal maintenance requirements, providing excellent return on investment. Customization capabilities allow businesses to tailor systems to specific feed water conditions and output requirements, ensuring optimal performance for each unique application. Comprehensive pretreatment and post-treatment integration options guarantee consistent water quality regardless of source water variations. These plants help organizations meet regulatory compliance, enhance product quality, and reduce environmental impact through efficient water recovery systems. Key Features: - Advanced cross-flow filtration technology for continuous operation - Customizable configurations for various feed water sources and output requirements - Comprehensive pretreatment system including clarification and sand filtration - Robust membrane technology with dense polymer barrier layers - Automated controls with pressure monitoring from 8-70 bar operation Benefits: - Consistent high-purity water output for critical industrial processes - Reduced operational costs through energy-efficient design and automation - Extended equipment lifespan with minimal maintenance requirements - Compliance with industry standards and regulatory requirements - Flexible integration with existing water treatment infrastructure
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial Reverse Osmosis Plants deliver high-purity water by effectively removing dissolved solids, contaminants, and impurities through advanced membrane technology. These systems handle various feed water sources including brackish water, seawater, and industrial wastewater while maintaining consistent performance. Their robust engineering ensures continuous operation with minimal maintenance requirements across demanding industrial environments. Businesses trust these systems for process water, boiler feed applications, and drinking water production while meeting strict quality standards. Real-world applications: - Pharmaceutical manufacturing requiring ultra-pure water for drug production processes - Food and beverage processing for ingredient water and sanitation applications - Power generation facilities for high-quality boiler feed water treatment - Municipal water treatment plants providing safe drinking water to communities - Electronics manufacturing requiring demineralized water for semiconductor production
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Fluid Systems, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Reverse Osmosis Plants For Water Purification Systems
Industrial Reverse Osmosis Plants provide reliable water purification systems for manufacturing, pharmaceuticals, and food processing. These RO systems efficiently remove impurities with customizable configurations for various industrial applications and water sources.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Fluid Systems Maharashtra, India
Maharashtra, India
Manufacturer