undefined

Description
Our industrial reverse osmosis systems represent advanced water purification technology designed to deliver consistently high-quality water for critical operations. These systems u...
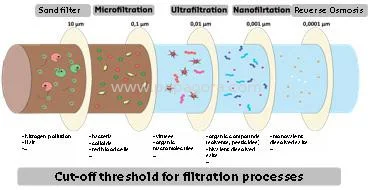
Our industrial reverse osmosis systems represent advanced water purification technology designed to deliver consistently high-quality water for critical operations. These systems utilize semi-permeable membrane technology to effectively remove up to 99% of dissolved salts, particles, organics, and contaminants from feed water. Available in capacities ranging from 100 liters per hour to 4000 liters per hour, they accommodate various operational scales and requirements. Built with durability as a priority, they feature corrosion-resistant components and are supplied as complete, standardized units for straightforward OEM integration. The design emphasizes ease of installation and minimal maintenance, ensuring reliable performance from initial operation without complex setup procedures or extensive technical support. These reverse osmosis systems serve numerous industries where water purity is fundamental to operational success. In pharmaceutical manufacturing, they produce Water for Injection and purified water essential for drug formulation and medical applications. Food and beverage companies depend on them to ensure ingredient water meets stringent safety standards while maintaining consistent product quality. The power generation industry utilizes these systems for boiler feed water treatment to prevent scaling and corrosion, thereby protecting valuable equipment. They are equally critical in chemical processing, electronics manufacturing for ultra-pure water requirements, and various industrial applications where water quality directly impacts production outcomes and product integrity. The business value of investing in our reverse osmosis systems lies in their proven reliability and operational efficiency. They significantly reduce operational costs by minimizing chemical pre-treatment requirements and lowering energy consumption compared to traditional water treatment methods. The standardized design ensures consistent performance while reducing the risk of unexpected downtime, thereby protecting production schedules and operational continuity. We guarantee on-time delivery and offer negotiable pricing to provide exceptional value. These systems are engineered for longevity, delivering strong return on investment through extended service life and minimal maintenance requirements. You gain a dependable solution that supports your water treatment needs with reliable, high-performance technology that withstands demanding industrial conditions. Key Features: - Capacity range from 100LPH to 4000LPH accommodates various operational scales - Standardized design ensures easy integration and OEM supply compatibility - Constructed with new, high-quality components for enhanced durability and longevity - Simple installation process reduces setup time and technical complexity - Advanced membrane technology effectively removes dissolved solids and contaminants Benefits: - Reduces operational costs through minimal chemical pre-treatment requirements - Lowers energy consumption compared to traditional water treatment methods - Ensures consistent performance with reduced risk of unexpected downtime - Provides strong return on investment through extended service life - Delivers reliable high-purity water output for critical industrial processes
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Type | Reverse Osmosis |
| Range | 100LPH to 4000LPH |
| Supply Type | OEM |
| Price | Negotiable |
| Condition | New |
| Standard or Nonstandard | Standard |
| Advantage | Easy to install |
| Delivery | On Time Delivery |
| Application | Industrial Applications |
| Use | Water Treatment |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial reverse osmosis systems are engineered for demanding environments where consistent, high-purity water is essential. They effectively remove dissolved solids, contaminants, and impurities through advanced membrane technology, making them indispensable for processes requiring clean water. The robust construction ensures reliable operation under continuous use, supporting critical applications without interruption or downtime. These units serve diverse industrial sectors, from pharmaceuticals and food production to chemicals and power generation. Their standardized design simplifies integration into existing workflows, while the scalable capacity range allows operations to select systems matching specific water volume requirements. This flexibility makes them fundamental components for any facility prioritizing water quality and process consistency. - Pharmaceutical manufacturing for producing purified water required in drug formulation and medical applications - Food and beverage processing for ingredient water purification and maintaining product quality standards - Hospitals and healthcare facilities to ensure sterile, contaminant-free water for medical procedures - Power generation plants for high-purity boiler feed water to prevent scaling and equipment damage - Chemical processing industries for ultrapure water in manufacturing and production processes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Aditya Enterprises, Andhra Pradesh
 Andhra Pradesh, India
Andhra Pradesh, India
Apparel & Fashion•Distributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Eastern Asia
South Asia
Industrial Reverse Osmosis System 100LPH To 4000LPH Easy Install
Industrial Reverse Osmosis System delivers 100LPH to 4000LPH capacity for reliable water purification. Easy installation and OEM supply ensure seamless integration for industrial water treatment applications requiring high-quality performance.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aditya Enterprises Andhra Pradesh, India
Andhra Pradesh, India
Apparel & FashionDistributor / Wholesaler