undefined
Description
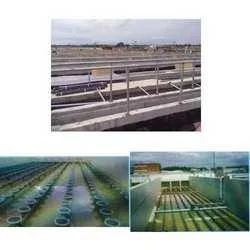
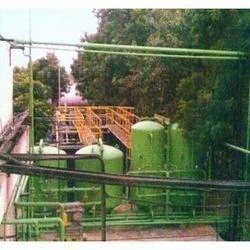
Our Industrial Raw Water Treatment Plant is a robust purification solution engineered for demanding environments. It employs advanced membrane technology, operating on a pressure d...
Our Industrial Raw Water Treatment Plant is a robust purification solution engineered for demanding environments. It employs advanced membrane technology, operating on a pressure differential principle to efficiently separate contaminants from raw water sources. The system is designed to tackle a spectrum of water quality challenges, from particulate and sediment removal to addressing dissolved solids, ensuring the output meets precise quality parameters. Built with durable components for continuous industrial operation, it delivers reliable performance where water consistency is non-negotiable. This plant is a dependable cornerstone for operations that depend on a steady, clean water supply. These treatment systems are indispensable across industries where water purity directly influences process integrity, product quality, and equipment longevity. Manufacturing facilities integrate them to treat water for cooling towers, boiler feed, and various production stages. In food processing, they ensure water for ingredients and cleaning meets safety standards. Pharmaceutical operations rely on them to produce water for injection (WFI) or purified water. The agriculture sector uses them to improve irrigation water quality and provide safe drinking water for livestock, while large commercial buildings ensure a reliable treated water supply for utilities and sanitation. The value of this water treatment plant extends to tangible operational and financial benefits. It delivers consistent water quality that protects downstream equipment from scaling, corrosion, and biological fouling, significantly reducing maintenance costs and extending asset life. Its energy-efficient design lowers operational expenses, and the robust build ensures minimal downtime for maximum productivity. Users benefit from optimized water usage, reduced chemical consumption, and lower wastewater discharge. This reliability translates to uninterrupted operations, safeguarding production schedules and ensuring a strong return on investment through enhanced efficiency and resource optimization. Key Features: - Utilizes advanced membrane filtration technology based on pressure differential separation. - Constructed with industrial-grade, corrosion-resistant components for durability and long service life. - Engineered for continuous, high-capacity operation with minimal manual intervention required. - Features scalable and modular design to accommodate future capacity increases or process changes. - Integrated with automated control and monitoring systems for consistent performance and easy oversight. Benefits: - Ensures a reliable supply of high-purity water critical for uninterrupted industrial processes. - Protects valuable downstream machinery and infrastructure from scale, corrosion, and fouling damage. - Reduces long-term operational costs through energy efficiency and lower maintenance requirements. - Helps achieve compliance with industry-specific water quality standards and environmental regulations. - Provides a scalable solution that grows with your business, protecting your initial investment.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial raw water treatment plants are engineered to provide a consistent supply of purified water for critical processes. They effectively remove sediments, contaminants, and impurities using advanced membrane filtration, ensuring water quality meets specific operational standards. Designed for continuous, reliable operation with minimal supervision, these systems are ideal for facilities that cannot afford downtime or constant maintenance. These versatile systems serve a wide range of sectors by handling diverse water sources like groundwater, surface water, and municipal supplies. They adapt to varying contamination levels and purification demands, from basic sediment removal to complex chemical treatment. The scalable configuration allows businesses to adjust treatment capacity as their operations expand, ensuring long-term water security and compliance with stringent industry and environmental regulations. - Manufacturing plants using purified water for cooling systems, boiler feed, and direct production processes. - Food and beverage production facilities for ingredient water, cleaning, and sanitation to ensure product safety. - Pharmaceutical manufacturing and research requiring ultra-pure water that meets strict pharmacopeia standards. - Agricultural operations for treating irrigation water and providing clean water for livestock consumption. - Commercial complexes, hospitals, and hotels for reliable utility water purification and general supply.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Aastha Enviro Engineers Pvt Ltd, Haryana
 Haryana, India
Haryana, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Raw Water Treatment Plant With Membrane Technology
Industrial Raw Water Treatment Plant with advanced membrane technology delivers reliable purification for manufacturing, agriculture, and commercial facilities. Ensure a clean water supply with high efficiency and low maintenance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aastha Enviro Engineers Pvt Ltd Haryana, India
Haryana, India
Industrial Equipment & MachineryManufacturer