undefined

Description
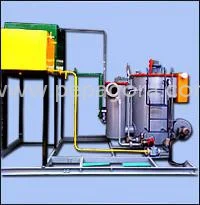
Our industrial oil fired thermal fluid heaters represent advanced heating technology engineered for maximum reliability and operational efficiency. These fully automated systems ut...
Our industrial oil fired thermal fluid heaters represent advanced heating technology engineered for maximum reliability and operational efficiency. These fully automated systems utilize thermal oil as a heat transfer medium, operating at atmospheric pressure while achieving consistent temperatures up to 300°C. The sophisticated control system ensures stable performance with minimal manual intervention, making them perfectly suited for continuous industrial operations. The optimized combustion chamber design promotes complete fuel combustion, resulting in significantly reduced emissions and superior thermal efficiency. These heaters are constructed with durable materials and engineered to withstand the rigors of demanding industrial environments while delivering consistent heating performance. These thermal fluid heating systems serve critical roles across multiple industrial sectors including chemical processing, pharmaceutical manufacturing, food production, textile processing, and plastic manufacturing operations. In chemical plants, they deliver precise temperature control for reactors, distillation columns, and various processing vessels. Food processing facilities depend on them for cooking, frying, pasteurization, and sterilization processes that demand consistent and reliable heat. Pharmaceutical manufacturers rely on these systems for maintaining strict temperature parameters during sensitive production stages. The textile industry utilizes them for dyeing, finishing, and drying processes, while plastic manufacturers integrate them into molding and extrusion applications requiring uniform heat distribution. The substantial business value of these oil fired thermal fluid heaters lies in their proven operational reliability and significant cost efficiency advantages. They offer reduced maintenance requirements compared to traditional steam systems and lower operational costs due to their high thermal efficiency ratings. The fully automated control systems minimize human error and ensure consistent performance, effectively reducing production downtime and associated losses. These systems are manufactured with robust materials and adhere to strict engineering standards to guarantee longevity under continuous industrial use conditions. The flexibility to utilize various fuel types provides valuable operational adaptability, while the low-emission design ensures compliance with environmental regulations and sustainability objectives. Key Features: - Fully automatic control system for consistent, reliable operation - High efficiency heat transfer using thermal oil medium - Low emission combustion chamber design for environmental compliance - Multiple fuel type compatibility for operational flexibility - Robust construction for durability in industrial environments Benefits: - Reduced operational costs through high thermal efficiency - Minimal maintenance requirements compared to steam systems - Consistent performance with automated temperature control - Operational flexibility with multiple fuel options - Environmental compliance with low emission design
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Pressure | |
| Weight | |
| Control system | |
| Dimension(L*W*H) | |
| Power(W) | |
| Usage | |
| Feature | |
| Place of Origin |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
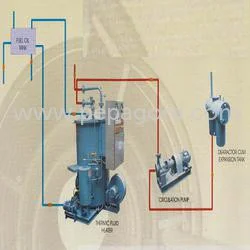
Oil fired thermal fluid heaters provide consistent high-temperature heat transfer for industrial processes without requiring high-pressure systems. They maintain precise temperature control and uniform heat distribution across multiple points using thermal oil as the medium, operating efficiently at temperatures up to 300°C with significantly lower pressure requirements compared to traditional steam-based heating systems. These versatile heating solutions serve numerous industrial sectors including chemical processing, pharmaceutical manufacturing, food production, and textile manufacturing. Their compatibility with multiple fuel types and fully automated control systems makes them ideal for continuous operation in demanding production environments. The automated operation minimizes manual intervention while maintaining optimal safety and efficiency throughout extended production cycles. - Chemical processing plants for reactor heating and distillation columns - Food manufacturing facilities for cooking, frying and sterilization processes - Pharmaceutical production for maintaining precise temperature parameters - Textile mills for dyeing, finishing and drying operations - Plastic and rubber manufacturing for molding and extrusion equipment
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Shivam Boilers Services, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Oil Fired Thermal Fluid Heaters For High Efficiency Heating
Industrial oil fired thermal fluid heaters deliver high-efficiency heating with fully automatic operation and low emissions. These reliable systems support multiple fuel types for various industrial applications requiring precise temperature control.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Shivam Boilers Services Maharashtra, India
Maharashtra, India
Manufacturer