undefined

Description
Industrial Water Treatment Nanofiltration System represents advanced membrane separation technology that operates through pressure differentials to achieve precise filtration. This...
Industrial Water Treatment Nanofiltration System represents advanced membrane separation technology that operates through pressure differentials to achieve precise filtration. This process utilizes semi-permeable organic membranes with specific pore sizes that permit partial passage of monovalent salts while effectively rejecting bivalent salts, hardness compounds, and larger organic molecules. The system operates at significantly lower pressures compared to reverse osmosis technologies, resulting in substantial energy savings and reduced operational costs. Designed for continuous operation with minimal maintenance requirements, these nanofiltration systems deliver consistent water quality essential for industrial processes. The membrane configurations, available in spiral-wound and modular designs, accommodate varying flow rates and treatment specifications to match specific application needs. This technology serves extensive applications across water treatment facilities, food and beverage processing plants, pharmaceutical manufacturing operations, chemical production units, and textile industries. Municipal water treatment plants employ nanofiltration for groundwater treatment to reduce hardness and remove organic contaminants effectively. Food and beverage manufacturers utilize these systems for process water purification and product concentration processes. The pharmaceutical industry relies on nanofiltration for precise separation and purification requirements, while chemical plants implement the technology for wastewater treatment and valuable resource recovery. Textile manufacturers benefit from nanofiltration applications in dye removal and water recycling operations, demonstrating the system's versatility across sectors. Businesses implementing nanofiltration systems gain substantial value through reduced operational expenditures, enhanced process efficiency, and improved environmental compliance. The system's reliability ensures consistent performance with minimal operational interruptions, while the modular design facilitates scalability as production requirements evolve. These systems deliver excellent return on investment through lower energy consumption compared to reverse osmosis and reduced chemical usage for pre-treatment processes. The technology demonstrates long-term durability and consistent filtration performance, making it a strategic investment for organizations optimizing their water management strategies. The robust construction and proven performance characteristics provide peace of mind for operations requiring dependable water treatment solutions. Key Features: - Pressure-driven separation process utilizing organic semi-permeable membranes - Selective rejection capability for bivalent salts and hardness with monovalent salt passage - Reduced operating pressure requirements compared to reverse osmosis systems - Modular design supporting system scalability and configuration flexibility - Continuous operational capability with minimal maintenance demands Benefits: - Significant energy savings through lower operating pressure requirements - Consistent removal of bivalent salts, hardness, and organic contaminants - Reduced operational costs compared to traditional reverse osmosis systems - Scalable design accommodating changing production and treatment needs - Reliable continuous operation with minimal maintenance requirements
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
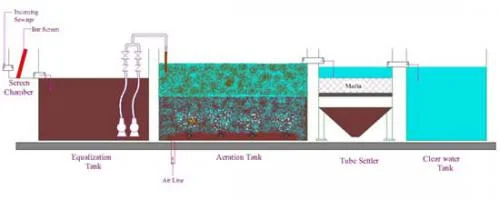
Nanofiltration systems provide essential water purification across multiple industries by effectively reducing total dissolved solids, hardness, color, and odor from various water sources. These systems efficiently remove heavy metal ions and organic contaminants while allowing selective passage of monovalent salts, making them versatile for diverse treatment requirements. Their robust performance ensures consistent water quality improvement in demanding industrial environments where reliability matters most. These treatment systems serve critical roles in process water preparation, wastewater treatment, and resource recovery operations. Industries benefit from their ability to handle challenging water compositions while maintaining operational efficiency. The technology's adaptability makes it suitable for integration into existing treatment lines or as standalone solutions. With lower pressure requirements than reverse osmosis, these systems offer sustainable water management options for businesses focused on both performance and cost-effectiveness. - Pre-treatment for reverse osmosis systems to reduce membrane fouling and extend equipment lifespan - Groundwater treatment for municipal drinking water production by removing hardness and bivalent salts - Industrial wastewater processing to recover valuable materials and meet environmental discharge standards - Process water purification in food and beverage manufacturing to ensure product quality and safety - Selective separation and concentration processes in pharmaceutical manufacturing operations
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Brisanzia Technologies Private Limited, New Delhi
 New Delhi, India
New Delhi, India
Raw Materials & Chemicals•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Water Treatment Nanofiltration System For Purification
Industrial Water Treatment Nanofiltration System efficiently removes bivalent salts, hardness, heavy metals, and organic matter for purification. This cost-effective membrane separation process is ideal for various industrial water treatment applications requiring reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Brisanzia Technologies Private Limited New Delhi, India
New Delhi, India
Raw Materials & ChemicalsManufacturer