undefined

Description
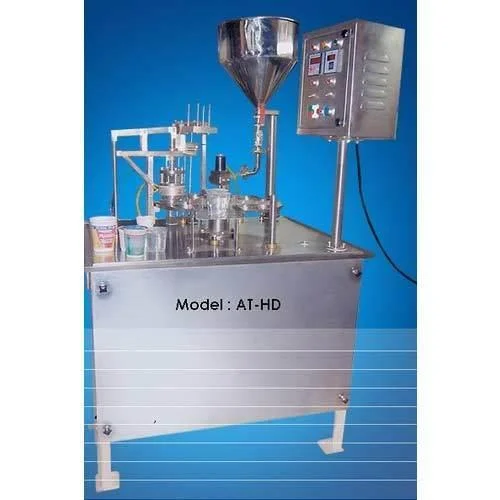
Our Dairy & Beverage Milk Packing Machine represents the pinnacle of hygienic liquid packaging technology, specifically designed for modern processing facilities. Constructed from ...
Our Dairy & Beverage Milk Packing Machine represents the pinnacle of hygienic liquid packaging technology, specifically designed for modern processing facilities. Constructed from high-grade SS 304, SS 202, and food-safe materials, this machine ensures exceptional durability while maintaining strict compliance with industry hygiene standards. The advanced engineering incorporates automated systems for efficient filling and sealing operations, handling various liquid products including milk, dairy beverages, and juices. Supporting multiple container types from pouches to bottles and cartons, it offers production flexibility to meet diverse market demands. The focus on reliability and user-friendly operation minimizes complexity while maximizing output consistency and packaging quality across all production runs. This packaging solution serves as an essential asset for dairy farms, large-scale milk processing plants, beverage manufacturers, and agricultural cooperatives. Food and beverage companies producing yogurt drinks, flavored milk, fresh juices, and liquid dairy products rely on its consistent performance. Industries requiring sterile packaging for UHT milk or aseptic processing for extended shelf life products particularly benefit from its advanced features. The machine effectively meets the requirements of businesses scaling their production capabilities while maintaining stringent hygiene protocols and ensuring product freshness throughout the packaging and distribution chain. Investment in our milk packing machine delivers substantial business value through enhanced operational efficiency and reduced product waste. The reliable performance minimizes production downtime, while precise engineering ensures consistent filling accuracy across different product viscosities and packaging sizes. The use of food-grade materials guarantees compliance with safety regulations, building consumer trust and brand reputation. This machine represents a cost-effective solution that supports business growth by enabling higher production volumes, maintaining consistent packaging quality, and extending shelf life for perishable liquid products in competitive markets. Key Features: - Constructed with SS 304 and SS 304 materials for superior durability and hygiene - Supports multiple packaging formats including pouches, bottles, and cartons - Automated filling and sealing system for efficient continuous operation - Customizable settings for different liquid viscosities and package sizes - Compliant with food-grade safety standards and technological requirements Benefits: - Enhanced operational efficiency with reduced production downtime - Consistent packaging quality across various liquid products - Extended shelf life for perishable dairy and beverage items - Compliance with food safety regulations and hygiene standards - Cost-effective solution supporting business growth and scalability
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This milk packing machine is engineered for high-performance liquid filling and sealing in demanding production environments. It handles multiple packaging formats including pouches, bottles, and cartons while ensuring leak-proof seals and maintaining product freshness. Suitable for both small dairy operations and large processing plants, the machine supports continuous operation with minimal maintenance requirements and consistent output quality. Widely adopted across dairy and beverage industries, this system packages milk, flavored milk, lassi, buttermilk, juices, and nutritional drinks. The machine complies with strict food-grade safety standards, making it a trusted choice for businesses prioritizing hygiene and production efficiency. Its robust construction and reliable performance make it suitable for various liquid products requiring precise filling and secure sealing for distribution. - Automated packaging of pasteurized milk in pouches for retail distribution - Filling and sealing flavored milk and dairy drinks in bottles for supermarket chains - Packaging buttermilk and lassi in stand-up pouches for convenience stores - Handling UHT milk packaging in tetra-style cartons for extended shelf life - Processing liquid nutritional beverages and juices in flexible pouches for health drink manufacturers
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Aman Engineering Works, Maharashtra
 Maharashtra, India
Maharashtra, India
Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Dairy & Beverage Milk Packing Machine SS 304/202 Hygienic & Efficient
Dairy & Beverage Milk Packing Machine SS 304/202 delivers hygienic, efficient liquid packaging for dairies and beverage producers. This reliable machine ensures durable performance with food-grade construction for various packaging needs.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aman Engineering Works Maharashtra, India
Maharashtra, India
Manufacturer