undefined
Description
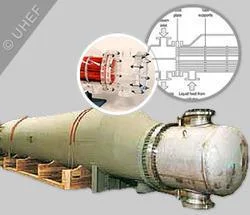
Our industrial kettle type heat exchangers are engineered for superior performance in demanding heat transfer applications involving high-viscosity fluids. These specialized units ...
Our industrial kettle type heat exchangers are engineered for superior performance in demanding heat transfer applications involving high-viscosity fluids. These specialized units feature an optimized design where steam flows through the tube bundle, efficiently transferring heat to the surrounding liquid before exiting as condensate. Constructed from high-quality materials selected for durability and corrosion resistance, they ensure long service life while maintaining easy transport and installation characteristics. These heat exchangers are specifically designed for challenging industrial environments, offering reliable operation with minimal maintenance requirements. They are particularly effective for applications requiring consistent heat delivery to viscous materials, making them an essential component in numerous processing operations where thermal efficiency directly impacts product quality and production costs. These versatile heat exchangers find extensive application across multiple industrial sectors due to their robust performance and adaptability. In chemical and petrochemical industries, they play crucial roles in distillation, evaporation, and crystallization processes where precise temperature control is vital. The pharmaceutical industry utilizes them for manufacturing operations requiring strict thermal management and hygiene standards. Food processing facilities depend on these units for product concentration and pasteurization processes, while oil and gas refineries integrate them into critical separation and purification systems. Power generation plants employ kettle type heat exchangers for efficient steam condensation duties, demonstrating their broad utility across both continuous and batch processing operations in diverse industrial settings. The business value of these heat exchangers lies in their proven reliability and operational efficiency that directly contribute to improved bottom-line results. Their durable construction and quality materials significantly reduce equipment downtime and maintenance costs, leading to higher overall productivity and better return on investment. The energy-efficient design helps minimize operational expenses while maintaining consistent output quality and process stability. Their reliable performance minimizes operational risks and ensures compliance with industry standards and safety regulations. These units represent a smart long-term investment for businesses seeking dependable thermal solutions that deliver consistent performance under demanding conditions while optimizing total cost of ownership. Key Features: - High-quality materials construction for enhanced durability and corrosion resistance - Efficient steam-to-condensate conversion within optimized tube bundle design - Robust construction capable of handling extreme temperatures and pressures - Easy transport and installation with minimal space requirements - Designed for continuous operation with minimal maintenance needs Benefits: - Reduced operational costs through energy-efficient heat transfer performance - Enhanced productivity with reliable continuous operation and minimal downtime - Long service life with durable construction and corrosion-resistant materials - Consistent output quality through precise temperature control capabilities - Lower total cost of ownership with minimal maintenance requirements
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Kettle type heat exchangers efficiently handle high-viscosity fluids and support crystallization processes across chemical, petrochemical, and pharmaceutical industries. Their robust construction withstands extreme temperatures and pressures, making them ideal for continuous operation in demanding manufacturing environments where thermal efficiency and operational reliability are essential for consistent output quality and process safety. These versatile units excel in evaporation duties and reboiling applications within distillation columns, providing precise temperature control for separation processes. They serve critical roles in food processing, oil and gas refining, and power generation sectors where maintaining product purity and operational safety standards is paramount. Their design adaptability ensures optimal performance across diverse industrial settings and specific process requirements. - Heating high-viscosity fluids like heavy oils and syrups in chemical processing plants - Supporting crystallization operations in pharmaceutical and fine chemical manufacturing - Serving as reboilers in distillation columns for petroleum refining and petrochemical production - Facilitating evaporation processes in food and beverage industry for concentration duties - Providing efficient heat transfer in power generation facilities for steam condensation
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Unitech Heat Exchangers and Fabricators, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Automotive & Transport•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Kettle Type Heat Exchanger For High Viscosity Fluids
Industrial kettle type heat exchangers deliver reliable steam-to-liquid heat transfer for high viscosity fluids. Built with quality materials for chemical, pharmaceutical, and food processing applications requiring efficient thermal performance and durable construction.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Unitech Heat Exchangers and Fabricators Tamil Nadu, India
Tamil Nadu, India
Automotive & TransportManufacturer







