undefined
Description
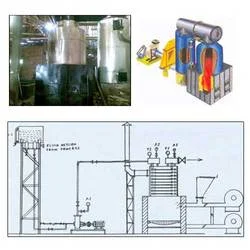
Industrial thermic fluid heaters are engineered thermal systems designed for high-temperature process heating where precision and reliability are non-negotiable. Utilizing speciali...
Industrial thermic fluid heaters are engineered thermal systems designed for high-temperature process heating where precision and reliability are non-negotiable. Utilizing specialized heat transfer fluids, these heaters operate in a closed-loop circuit, efficiently delivering consistent thermal energy to process points without the pressure constraints associated with steam. This fundamental design ensures safer operation at elevated temperatures, often exceeding 300°C, which is critical for many advanced manufacturing processes. Built with durability in mind, they incorporate high-grade components like robust coils, efficient burners, and advanced control panels. The focus is on creating a system that offers not just heat, but predictable, controllable, and efficient thermal energy that integrates seamlessly into existing production lines, minimizing disruption during installation and maximizing uptime. These heaters are indispensable in industries where precise thermal profiles directly influence product quality, yield, and safety. In chemical and petrochemical plants, they provide the controlled heat necessary for distillation, synthesis, and catalyst regeneration. The food processing sector relies on them for tasks like oil deodorization and confectionery cooking, where specific temperature curves are crucial. Within textile production, they ensure color fastness and fabric integrity during dyeing and finishing. The pharmaceutical industry utilizes their precise control for sterile processes and chemical reactions. Furthermore, they are vital in plastics manufacturing for maintaining exact mold temperatures and in asphalt plants for bitumen heating, demonstrating their versatility across the manufacturing landscape. The business value of investing in a quality thermic fluid heater is measured in operational consistency, energy savings, and reduced total cost of ownership. Their high thermal efficiency translates directly to lower fuel consumption, cutting ongoing energy expenses. The closed-loop design drastically reduces fluid loss and degradation, leading to less frequent fluid changes and lower maintenance costs compared to open systems. This reliability minimizes unplanned downtime, protecting production schedules and output. The quick installation and commissioning process accelerates the time-to-productivity, ensuring a faster return on investment. Ultimately, these heaters provide a dependable thermal foundation that supports process optimization, product quality improvement, and sustainable manufacturing growth. Key Features: - Engineered for high-temperature operation up to 400°C with precise digital temperature control. - Closed-loop, non-pressurized system for enhanced operational safety and fluid longevity. - Robust construction with high-grade materials ensuring durability and extended service life. - Designed for quick installation and commissioning to minimize production downtime. - Compatible with multiple fuel sources including natural gas, diesel, and electricity. Benefits: - Delivers consistent, reliable process heat, ensuring stable product quality and manufacturing yield. - High thermal efficiency reduces energy consumption and lowers operational fuel costs. - Low-maintenance design with minimal fluid degradation reduces long-term operating expenses. - Safe, non-pressurized operation minimizes risk and simplifies regulatory compliance. - Quick implementation and reliable performance ensure a fast return on your capital investment.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial thermic fluid heaters provide stable, high-temperature heat transfer essential for processes requiring precise thermal control beyond 250°C. Their closed-loop system circulates specialized thermal oil efficiently, delivering consistent heat to multiple points without the pressure limitations of steam boilers. This makes them ideal for continuous operation in demanding environments. These systems are engineered for diverse industrial sectors where temperature accuracy impacts product quality and process safety. The non-pressurized design enhances operational safety while minimizing maintenance. Their adaptability to various fuel sources and ability to maintain stable temperatures for extended periods make them a reliable backbone for critical manufacturing processes across global industries. - Chemical processing for heating reactors, distillation columns, and polymerization units safely at high temperatures. - Food production for edible oil refining, chocolate conching, and large-scale cooking or pasteurization lines. - Textile manufacturing for consistent dye fixation, fabric drying, and heat setting processes. - Pharmaceutical operations for reactor heating, sterilization, and controlled synthesis of active ingredients. - Plastics and rubber industries for mold temperature control, extrusion, and vulcanization processes.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Alankar Boilers & Pressure Vessels Private Limited, Gujarat
 Gujarat, India
Gujarat, India
ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Thermic Fluid Heaters For High Temperature Process Heating
Industrial thermic fluid heaters deliver reliable high-temperature process heating up to 400°C for chemical, food, and textile manufacturing. These energy-efficient systems ensure precise temperature control with quick installation and robust construction for continuous operation.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Alankar Boilers & Pressure Vessels Private Limited Gujarat, India
Gujarat, India
Manufacturer







