undefined
Description
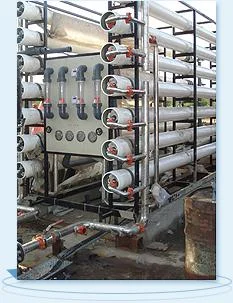
Apurva Water Management Systems offers robust industrial reverse osmosis plants specifically designed for brackish water treatment. Utilizing advanced reverse osmosis technology, t...
Apurva Water Management Systems offers robust industrial reverse osmosis plants specifically designed for brackish water treatment. Utilizing advanced reverse osmosis technology, these systems effectively remove salts, impurities, bacteria, sugars, proteins, particles, dyes, and other constituents with a molecular weight greater than 150-250 Daltons. Supported by high-quality membranes from leading manufacturers like Hydranautics, Dow, and GE, our RO plants ensure consistent, reliable performance and produce high-purity water tailored to meet the rigorous demands of diverse industrial applications. Built with durability and efficiency in mind, these systems provide a solid foundation for enhancing water treatment processes and supporting operational continuity. These industrial RO systems are essential in sectors such as pharmaceuticals, food and beverage, chemicals, power generation, and textiles. In pharmaceuticals, they deliver ultra-pure water critical for manufacturing and cleaning processes, adhering to strict regulatory standards. The food and beverage industry relies on them to guarantee water safety, product quality, and consistency. Chemical plants use these systems to maintain purity in reactions and minimize contamination risks. Power generation facilities employ RO for treating boiler feed and cooling water to prevent scaling and corrosion, while textile manufacturers utilize treated water in dyeing operations to improve efficiency and reduce environmental footprint. Investing in an Apurva Water Management Systems RO plant delivers substantial business value through enhanced operational reliability, reduced downtime, and lower maintenance costs. Engineered for longevity and consistent output, our systems minimize the risk of unexpected failures and ensure a steady supply of high-purity water. The focus on robust design and compatibility with existing infrastructure addresses specific water quality and volume needs, helping businesses comply with regulations, cut water-related expenses, and adopt sustainable practices. This makes our RO plants a prudent, long-term investment for industrial buyers seeking dependable water treatment solutions. Key Features: - Advanced reverse osmosis technology for efficient removal of salts, impurities, and contaminants. - Effective rejection of bacteria, sugars, proteins, particles, dyes, and constituents over 150-250 Daltons molecular weight. - Integration with high-performance membranes from trusted manufacturers like Hydranautics, Dow, and GE. - Durable construction designed for long-term operation in challenging industrial environments. - Reliable performance ensuring consistent high-purity water output for various applications. Benefits: - Consistent high-purity water supply enhances product quality and process reliability. - Reduced scaling and corrosion risks extend equipment lifespan and lower maintenance costs. - Compliance with environmental and safety standards minimizes regulatory risks. - Efficient contaminant removal supports sustainable water reuse and resource conservation. - Dependable operation decreases downtime and boosts overall productivity.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Apurva Industrial Reverse Osmosis Plants are engineered to treat brackish water, efficiently removing dissolved salts, minerals, and contaminants to produce consistent, high-purity water. These systems are vital for industries where water quality directly influences operational efficiency, product integrity, and compliance with environmental and safety standards, ensuring reliable performance in demanding applications. These RO plants are widely utilized across pharmaceuticals, food and beverage, chemicals, power generation, and textiles. By providing a dependable source of purified water, they help maintain process stability, reduce scaling and corrosion risks, and support sustainable water management practices, enabling businesses to meet stringent regulatory requirements and optimize resource use. - Supplying ultra-pure water for pharmaceutical manufacturing to ensure compliance with strict quality and safety standards. - Treating water for food and beverage production to maintain product consistency, safety, and taste. - Providing purified boiler feed and cooling water in power plants to minimize scaling and enhance equipment lifespan. - Enabling wastewater reuse in textile dyeing processes to cut freshwater consumption and reduce environmental impact. - Supporting chemical processing by removing ions and contaminants to preserve reaction purity and final product quality.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Apurva Water Management Systems, Gujarat
 Gujarat, India
Gujarat, India
Sports & Entertainment•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Apurva Industrial Reverse Osmosis Plants For Brackish Water Treatment
Apurva Industrial Reverse Osmosis Plants treat brackish water effectively, delivering high-purity water for industrial processes with reliable performance and advanced membrane technology.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Apurva Water Management Systems Gujarat, India
Gujarat, India
Sports & EntertainmentManufacturer