undefined

Description
Our industrial heat exchangers are precision-engineered for maximum efficiency and unwavering durability in the most demanding operational environments. As a dedicated manufacturer...
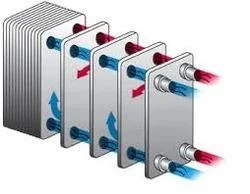
Our industrial heat exchangers are precision-engineered for maximum efficiency and unwavering durability in the most demanding operational environments. As a dedicated manufacturer, we provide robust thermal management solutions capable of handling extreme temperatures, significant pressures, and aggressive process media. The product lineup includes specialized ammonia heat exchangers that utilize ammonia's superior heat transfer capabilities while adhering to stringent global safety standards. Every unit is subjected to comprehensive testing protocols to guarantee optimal performance, longevity, and seamless integration into your existing infrastructure, ensuring consistent thermal performance with minimal maintenance overhead. These heat exchangers fulfill critical roles across industries where precise temperature regulation is fundamental to operational success and product quality. In chemical and pharmaceutical manufacturing, they are vital for maintaining specific reaction temperatures and cooling final products. Power plants deploy them for essential cooling of turbine systems and for heat recovery to improve overall plant efficiency. The food and beverage sector relies heavily on our ammonia models for efficient, large-scale refrigeration during processing, freezing, and storage operations. Furthermore, they are key components in HVAC systems for major commercial and institutional buildings, facilitating energy recovery and climate control. The value delivered by our industrial heat exchangers translates directly into enhanced operational efficiency and tangible cost savings. By optimizing heat transfer processes, they significantly reduce energy consumption and associated utility expenses. Their rugged design and proven reliability minimize unplanned downtime and maintenance costs, supporting continuous production schedules and operational consistency. The engineering focus on durability and performance ensures a long service life and an excellent return on investment, while compliance with international standards provides peace of mind regarding safety and regulatory adherence. Key Features: - High-efficiency heat transfer surfaces designed for optimal performance with various fluids. - Durable construction utilizing corrosion-resistant materials suitable for harsh industrial media. - Engineered configurations including robust shell and tube and compact plate heat exchanger designs. - Specialized ammonia-compatible models built for refrigeration with integrated safety considerations. - Precision manufacturing ensuring reliable thermal performance and safe pressure handling. Benefits: - Lowers operational costs through superior energy efficiency and reduced utility consumption. - Enhances system reliability and minimizes production downtime with robust, durable construction. - Provides consistent and precise temperature control critical for process quality and safety. - Offers long-term value with an extended service life and reduced maintenance requirements. - Ensures safe operation in demanding environments, including those using ammonia refrigerant.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial heat exchangers are engineered for precise temperature control in large-scale systems, efficiently transferring heat between fluids without mixing. They are indispensable in processes requiring accurate thermal management, from cooling critical machinery to recovering valuable waste heat. Their durable construction withstands high pressures and corrosive media, making them ideal for challenging industrial environments where reliability is non-negotiable. These versatile units serve a wide array of sectors, including chemical processing, power generation, food and beverage production, and commercial HVAC systems. Specific configurations can be engineered to meet exact flow rates, temperature parameters, and spatial limitations. Ammonia heat exchangers, in particular, offer superior performance in refrigeration cycles due to ammonia's excellent thermodynamic properties and environmental profile, providing an efficient solution for large-scale cooling needs. - Regulating temperatures in chemical reactors and distillation columns within processing plants. - Cooling turbine lube oil and managing closed-loop water systems in power generation facilities. - Providing efficient refrigeration for food processing lines and long-term cold storage warehouses. - Enabling energy recovery and air conditioning in large commercial buildings and industrial complexes. - Serving as the core component in ammonia-based industrial refrigeration systems for manufacturing and storage.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Micro Finish Engineering Co, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Heat Exchangers For HVAC Refrigeration Process Systems
Industrial heat exchangers for HVAC, refrigeration, and process systems deliver efficient thermal management. Our robust ammonia heat exchangers ensure reliable performance in demanding industrial applications worldwide.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Micro Finish Engineering Co Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer