undefined
Description
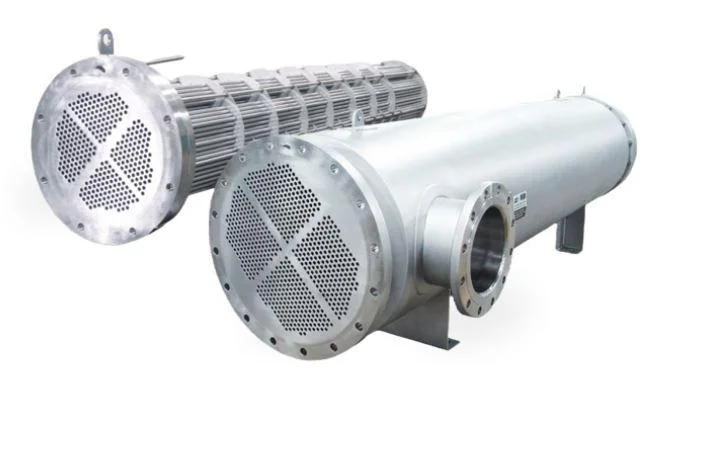
Our Industrial Heat Exchangers represent precision engineering for optimal thermal management in demanding industrial environments. Designed and manufactured to ASME BPVC Section V...
Our Industrial Heat Exchangers represent precision engineering for optimal thermal management in demanding industrial environments. Designed and manufactured to ASME BPVC Section VIII Division 1 and TEMA standards, these units ensure reliable heat transfer performance under challenging operating conditions. Built with high-grade materials including carbon steel and stainless steel, they accommodate pressure ranges from 5 bar to 500 bar while maintaining structural integrity. The ASME U Stamp certification and third-party validations guarantee compliance with international safety and quality standards, providing peace of mind for critical thermal processes that demand consistent, efficient performance day after day. These heat exchangers serve vital roles across multiple industrial sectors where thermal management directly impacts productivity and safety. In chemical processing plants, they regulate temperatures for reactions and separations. Power generation facilities rely on them for cooling turbines and recovering waste heat. Oil and gas operations use them for heating crude oil and cooling refined products. Pharmaceutical manufacturers depend on them for maintaining precise temperatures in sterile environments, while food processors utilize them for pasteurization and refrigeration cycles that ensure product quality and safety. The business value of these heat exchangers lies in their reliability, energy efficiency, and long-term durability. By optimizing heat transfer efficiency, they reduce energy consumption and operational costs while maintaining process stability. Their robust construction minimizes downtime and maintenance requirements, supporting continuous production schedules. The standardized design ensures compatibility with existing systems, while the proven performance record across diverse industries demonstrates their versatility and dependability for serious industrial applications where thermal management cannot be compromised. Key Features: - ASME certified construction meeting BPVC Section VIII Division 1 standards - High-grade carbon steel and stainless steel materials for durability - Pressure handling capability from 5 bar to 500 bar - TEMA standard design for optimal heat transfer efficiency - Third-party validated quality and safety certifications Benefits: - Reduced energy consumption through efficient thermal transfer - Minimal maintenance requirements with robust construction - Consistent performance in demanding industrial environments - Compatibility with diverse industrial systems and processes - Long service life with reliable operation under pressure
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These industrial heat exchangers are engineered for demanding thermal management applications where precise temperature control and energy efficiency are critical. Their robust construction and ASME certification make them suitable for high-pressure and high-temperature environments across multiple sectors. From chemical processing to power generation, these heat exchangers handle diverse thermal transfer needs with consistent reliability. They maintain operational stability in continuous-use scenarios, supporting complex industrial processes that require dependable heat exchange solutions without compromising safety or performance standards. Real-world applications: - Chemical plants for reactor cooling and distillation column temperature regulation - Power generation facilities for turbine cooling and waste heat recovery systems - Oil refineries for crude oil heating and product cooling processes - Pharmaceutical manufacturing for maintaining sterile process temperatures - Food processing operations for pasteurization and refrigeration cycles
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
| Payment Methods |
|
Company Profile

OCS Engineering and Construction Pvt Ltd, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Industrial Heat Exchangers ASME Certified For Thermal Management
ASME certified Industrial Heat Exchangers deliver efficient thermal management with reliable performance for demanding industrial applications, ensuring energy efficiency and precise temperature control.
Min. Order Quantity: 1 pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
OCS Engineering and Construction Pvt Ltd
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer