undefined

Description
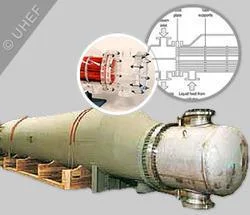
Industrial air heaters represent essential thermal management systems designed for demanding commercial and industrial environments. These units provide efficient, reliable heating...
Industrial air heaters represent essential thermal management systems designed for demanding commercial and industrial environments. These units provide efficient, reliable heating through multiple energy sources including steam, hot water, electricity, and thermic fluid oil. Utilizing advanced heating methodologies such as radiant heat transfer, forced convection, and resistive elements, they deliver consistent and controllable warmth precisely where needed. Engineered with durability as a core principle, these heaters are constructed from corrosion-resistant materials and built to withstand continuous operation, ensuring they meet the rigorous demands of industrial applications while minimizing maintenance requirements and operational downtime. These heating systems serve vital functions across numerous industrial sectors. In manufacturing, they maintain optimal temperatures for production machinery and assembly areas, ensuring product consistency and equipment reliability. Chemical processing and pharmaceutical industries rely on them for maintaining specific thermal conditions during sensitive synthesis and purification processes. Food production facilities utilize them for baking, drying, pasteurization, and sanitation operations. Additionally, they provide essential space heating for large commercial structures like warehouses, workshops, and hangars, protecting both personnel and equipment from cold-related inefficiencies while creating productive work environments. The value proposition of industrial air heaters centers on operational reliability, energy efficiency, and long-term cost reduction. Their robust construction ensures extended service life, significantly lowering total cost of ownership by reducing replacement frequency. Energy-efficient designs minimize operational expenses while delivering consistent performance. These systems help businesses maintain stringent quality standards, comply with industry-specific thermal regulations, and enhance workplace safety through stable, controlled heating. By providing dependable thermal management, they protect capital investments in machinery and inventory while supporting uninterrupted production schedules and operational continuity. Key Features: - Multiple heating source compatibility: steam, hot water, electric, and thermic fluid oil models available. - Advanced heating methods including radiant, forced convection, and resistive element technology. - Corrosion-resistant construction materials ensuring durability in harsh industrial environments. - Engineered for continuous operation with robust components and reliable performance. - High dimensional accuracy for precise installation and optimal thermal distribution. Benefits: - Consistent, controllable heating performance for critical industrial processes and space conditioning. - Reduced operational costs through energy-efficient designs and minimal maintenance requirements. - Extended equipment lifespan with durable construction that withstands continuous industrial use. - Enhanced process reliability supporting consistent product quality and manufacturing output. - Improved workplace safety and comfort through stable, regulated thermal environments.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial air heaters deliver controlled, efficient warmth for critical processes across demanding sectors. These systems utilize steam, hot water, electricity, or thermic fluid oil with radiant, forced convection, or resistive heating methods to ensure precise temperature management where consistent thermal conditions are non-negotiable for operational success and product integrity. Engineered for durability in continuous operation, these heaters meet rigorous industry standards for performance. They are built with corrosion-resistant materials and high dimensional accuracy, providing reliable heating solutions for manufacturing plants, processing facilities, and large commercial spaces that require dependable, long-term thermal management without frequent maintenance interventions. - Preheating combustion air for industrial boilers and furnaces to enhance fuel efficiency and reduce emissions. - Maintaining stable temperatures in manufacturing zones for consistent product quality during assembly and production. - Accelerating drying and curing cycles in paint booths, coating lines, and textile processing facilities. - Providing comfortable, consistent space heating in large warehouses, workshops, and distribution centers. - Supplying precise process heat for food dehydration, chemical reactions, and pharmaceutical manufacturing.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Unitech Heat Exchangers and Fabricators, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Automotive & Transport•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Air Heaters Steam Hot Water Electric Thermic Fluid Oil
Industrial air heaters from premium manufacturers provide steam, hot water, electric, or thermic fluid oil heating using radiant, forced convection, or resistive methods for reliable industrial process and space heating.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Unitech Heat Exchangers and Fabricators Tamil Nadu, India
Tamil Nadu, India
Automotive & TransportManufacturer