undefined

Description
Industrial AC Chiller Plants represent comprehensive cooling solutions engineered specifically for large-scale manufacturing facilities. These integrated systems combine high-capac...
Industrial AC Chiller Plants represent comprehensive cooling solutions engineered specifically for large-scale manufacturing facilities. These integrated systems combine high-capacity chillers, circulation pumps, distribution piping, and advanced control systems into a unified cooling infrastructure. Designed for industrial environments, they deliver centralized chilled water that can be distributed throughout manufacturing plants for both process cooling requirements and comfort HVAC applications. The plants maintain precise temperature control across multiple zones and production areas, ensuring consistent cooling performance that supports continuous manufacturing operations. Their robust construction and industrial-grade components make them suitable for demanding applications where reliability and uptime are critical considerations. These chiller plants find extensive application across manufacturing sectors with significant cooling demands. In pharmaceutical production, they maintain controlled environments for drug manufacturing and storage. Food processing facilities utilize them for equipment cooling and product preservation. Automotive plants depend on them for machinery cooling, paint booth temperature control, and assembly area climate management. Chemical manufacturing operations use these systems for process cooling and reaction temperature regulation. Electronics manufacturing facilities rely on them to maintain stable environments for sensitive production equipment. The versatility of these plants allows them to serve multiple cooling needs within a single facility, from production line requirements to environmental control. The business value of Industrial AC Chiller Plants lies in their operational reliability and energy efficiency. These systems are engineered for continuous operation with minimal downtime, supporting manufacturing processes that run around the clock. Their centralized design reduces maintenance complexity compared to multiple standalone cooling units. Energy optimization features help control operational costs while maintaining required cooling performance. The plants' scalability allows for future expansion as manufacturing needs grow. Their robust construction ensures long service life in industrial environments, providing consistent cooling performance that protects manufacturing equipment and maintains product quality standards. Key Features: - Integrated cooling system combining chillers, pumps, piping, and control components - Centralized chilled water distribution for uniform temperature control across facilities - Energy-efficient operation through optimized chiller performance and system design - Continuous duty capability supporting 24/7 manufacturing operations - Scalable design allowing for future expansion and capacity increases Benefits: - Reliable cooling performance that supports uninterrupted manufacturing processes - Reduced energy consumption through efficient system design and operation - Simplified maintenance with centralized components and planned service access - Consistent temperature control that protects manufacturing equipment and processes - Long-term operational stability with robust construction for industrial environments
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial AC Chiller Plants serve as the backbone for temperature-critical operations across diverse manufacturing sectors. These robust systems provide consistent chilled water circulation that maintains optimal conditions for production lines, machinery cooling, and environmental control, supporting uninterrupted operations in demanding industrial settings. From pharmaceutical manufacturing requiring strict temperature regulation to metal processing plants needing equipment cooling, these chiller plants adapt to various industrial demands. Their centralized design allows simultaneous cooling of multiple processes while maintaining energy efficiency, making them ideal for facilities with complex cooling requirements and large-scale operations. Real-world applications: - Pharmaceutical manufacturing facilities requiring precise temperature control for production and storage areas - Food processing plants needing consistent cooling for preservation and processing equipment - Automotive manufacturing plants cooling machinery, paint booths, and assembly areas - Chemical processing facilities managing exothermic reactions and equipment temperature regulation - Electronics manufacturing maintaining controlled environments for sensitive production processes
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
| Payment Methods |
|
Company Profile

Janani Enterprises, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Manufacturer
Factory Details
Factory Size1000-5000 sqm
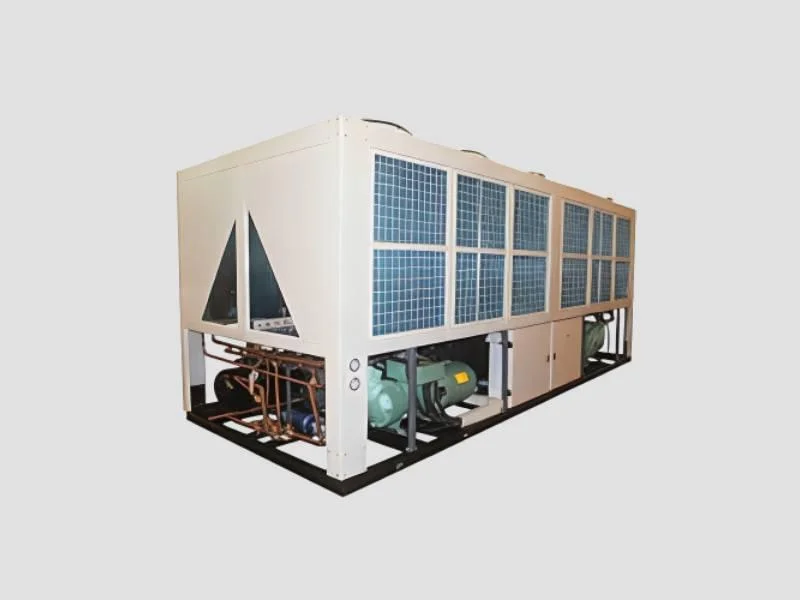
Industrial AC Chiller Plants For Large Manufacturing Facilities Process Cooling
Industrial AC Chiller Plants deliver reliable, energy-efficient centralized cooling for large manufacturing facilities, ensuring precise temperature control for both process operations and comfort HVAC systems.
Min. Order Quantity: 1 pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Janani Enterprises
 Tamil Nadu, India
Tamil Nadu, India
Manufacturer