undefined
Description
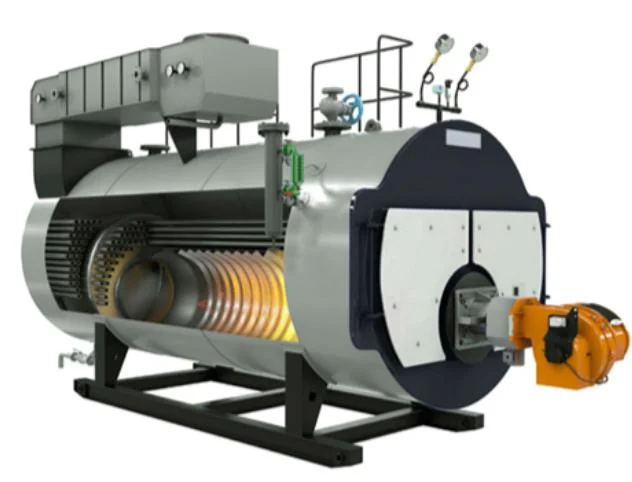
The Industrial IBR Steam Boiler represents advanced steam generation technology designed specifically for rigorous industrial applications. Manufactured in full compliance with Ind...
The Industrial IBR Steam Boiler represents advanced steam generation technology designed specifically for rigorous industrial applications. Manufactured in full compliance with Indian Boiler Regulations, this system guarantees operational safety, efficiency, and reliability under continuous high-pressure conditions. Constructed from high-grade, corrosion-resistant materials, the boiler ensures long-term durability and consistent performance. It incorporates advanced safety mechanisms including pressure relief valves, water level indicators, and automated control systems that minimize operational risks while maximizing uptime. This boiler delivers consistent, high-quality steam output, making it an essential asset for energy-intensive industrial operations that cannot afford disruptions in their production processes. Multiple industries benefit from this IBR Steam Boiler's versatile and robust performance capabilities. Food processing facilities utilize it for cooking, blanching, and sterilizing operations that require precise temperature control and compliance with health standards. Dairy plants depend on it for pasteurization processes where consistent steam quality is crucial for product safety. Chemical and pharmaceutical sectors employ the boiler for facilitating reactions and maintaining sterile manufacturing environments. Textile manufacturers rely on it for dyeing, drying, and finishing processes that demand reliable thermal energy. The boiler's adaptability across these diverse sectors stems from its ability to provide stable steam output under varying operational demands, supporting both batch processing and continuous production workflows effectively. This IBR Steam Boiler delivers substantial business value through enhanced operational efficiency, reduced energy consumption, and minimized maintenance requirements. Its energy-efficient design significantly lowers fuel consumption, resulting in considerable cost savings over the system's lifespan. The boiler's reliability ensures uninterrupted production cycles, protecting against costly downtime incidents. The unit's construction quality and safety features mitigate operational risks, safeguarding both personnel and industrial assets. This combination of performance efficiency, economic operation, and operational trust makes the boiler a strategic long-term investment for businesses focused on sustainable growth and manufacturing excellence. Key Features: - Full IBR certification ensuring regulatory compliance and operational safety - High-quality corrosion-resistant steel construction for enhanced durability - Integrated safety systems including pressure relief valves and water level indicators - Automated control panels for precise pressure and temperature management - Robust design capable of handling continuous industrial operations Benefits: - Reduced energy consumption leading to lower operational costs - Consistent performance minimizing production downtime - Long service life with minimal maintenance requirements - Enhanced safety features protecting workforce and assets - Versatile application across multiple industries ensuring broad utility
Specifications
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
This IBR Steam Boiler delivers consistent, high-quality steam for demanding industrial operations across multiple sectors. Its robust construction and strict compliance with IBR standards make it ideal for continuous production environments requiring reliable thermal energy. The boiler maintains operational efficiency even under rigorous daily use, supporting critical manufacturing processes without interruption. Engineered for seamless integration into existing plant setups, this boiler supports precise temperature control and pressure management for various industrial applications. Industries relying on uninterrupted steam supply trust this system for its operational consistency and safety compliance. The unit's design focuses on delivering optimal performance for heating, sterilization, and processing needs across different manufacturing stages. - Pasteurization and sterilization processes in dairy plants for product safety - Cooking, blanching, and equipment cleaning in food processing facilities - Chemical reaction heating and vessel warming in pharmaceutical production - Fabric dyeing, finishing, and drying operations in textile manufacturing - Sanitation and cleaning steam supply in hospitality and healthcare sectors
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Coimbatore, Tamil Nadu, India | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile

JK Dairy Machines, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Food & Agriculture•ManufacturerTrading CompanyImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial IBR Steam Boiler For Food Dairy Chemical Textile Sectors
IBR-certified industrial steam boiler for food, dairy, chemical, and textile sectors. Provides reliable, energy-efficient steam generation for heating, sterilization, and processing applications with high-performance output.
Min. Order Quantity: 1 Pieces
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
JK Dairy Machines
 Tamil Nadu, India
Tamil Nadu, India
Food & AgricultureManufacturer
