undefined
Description
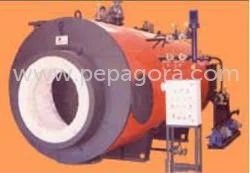
The Supratech IBR solid fuel fired steam boiler represents advanced industrial steam generation technology, engineered for maximum efficiency and reliability. This versatile boiler...
The Supratech IBR solid fuel fired steam boiler represents advanced industrial steam generation technology, engineered for maximum efficiency and reliability. This versatile boiler handles multiple solid and liquid fuels including wood, coal, husk, oil, and gas with exceptional performance. Built to stringent ASME and IBR standards, it features a three-pass design with water-cooled furnace that ensures complete combustion and optimal heat transfer. The boiler generates high-quality dry steam with a dryness fraction of 0.98, making it suitable for precision industrial applications requiring consistent steam quality. Its construction utilizes international quality steel plates and IBR-certified tubes, supported by rigorous quality control and hydraulic testing for durable, trouble-free operation. The design incorporates large access doors and removable covers for straightforward maintenance, complemented by comprehensive safety fittings including steam safety valves and low-level controls. This industrial boiler serves diverse sectors where reliable steam generation is critical to operational success. In textile manufacturing, it provides essential steam for dyeing and drying processes, while food processing facilities utilize it for sterilization and cooking applications. Pharmaceutical operations benefit from its pure, dry steam for sanitization requirements, and paper mills depend on it for heating and drying functions. The chemical industry employs this boiler for various processes including reactions, distillation, and heating systems. The multifuel capability enables businesses to adapt to changing fuel availability and cost fluctuations, reducing operational risks and enhancing supply chain resilience across all these industries. Compliance with IBR standards ensures it meets regulatory requirements for safety and performance in demanding industrial environments. The Supratech boiler delivers substantial business value through superior fuel efficiency, reduced operational costs, and minimized downtime. Its robust construction and strict quality control protocols ensure extended service life and reliable performance, significantly lowering repair and replacement expenses. The boiler's comprehensive safety features, including induced draft fans and fail-safe trip mechanisms, protect both personnel and equipment while reducing liability risks. By providing consistent, high-quality steam with minimal maintenance requirements, it supports continuous production cycles and helps businesses maintain competitive advantage in challenging market conditions. The combination of operational efficiency, safety assurance, and long-term reliability makes this boiler a valuable investment for industrial operations seeking to optimize their steam generation capabilities. Key Features: - Multifuel capability supporting wood, coal, husk, oil, and gas - Three-pass design with water-cooled furnace for efficient heat transfer - Built with IBR-certified tubes and international quality steel plates - Large access doors and removable covers for easy maintenance - Safety features including steam safety valve, low-level control, and fail-safe trips Benefits: - Fuel flexibility reduces operational costs and supply chain risks - High thermal efficiency lowers fuel consumption and operating expenses - Durable construction ensures long service life with minimal maintenance - Comprehensive safety systems protect personnel and equipment - Consistent dry steam output maintains process quality and productivity
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Supratech IBR solid fuel fired steam boiler provides consistent, high-pressure steam for processing, heating, and power generation across multiple industries. Its multifuel capability allows operations to switch between wood, coal, husk, oil, or gas based on availability and cost efficiency, ensuring uninterrupted productivity. This flexibility makes it ideal for facilities with variable fuel access or those seeking to reduce dependency on single energy sources. Engineered with robust construction meeting ASME and IBR standards, this boiler delivers long-term reliability with minimal maintenance requirements. The large furnace design and efficient heat transfer system maximize fuel utilization while lowering operational costs. Industries benefit from comprehensive safety features including fail-safe trips and dry steam output, ensuring both personnel protection and process efficiency. - Textile mills for dyeing, drying, and finishing processes requiring consistent steam - Food processing plants for sterilization, cooking, and cleaning operations - Pharmaceutical manufacturing where pure, dry steam is essential for sanitization - Paper and pulp industries for heating, bleaching, and drying applications - Chemical plants utilizing steam for reactions, distillation, and heating systems
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Ascent Machineries & Engg. Services, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial Solid Fuel Fired Steam Boiler ASME IBR Multifuel
Supratech IBR solid fuel fired steam boiler delivers reliable, fuel-efficient steam generation for industrial use. Built to ASME/IBR standards, it supports multiple fuels including wood, coal, husk, oil, and gas with high safety and dry steam output.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Ascent Machineries & Engg. Services Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer