undefined
Description
Our industrial polymer solutions represent advanced material engineering designed for challenging operational environments. These products combine superior durability with exceptio...
Our industrial polymer solutions represent advanced material engineering designed for challenging operational environments. These products combine superior durability with exceptional corrosion resistance, creating materials that outperform conventional options in demanding applications. Engineered from high-quality polymer formulations, they deliver consistent performance where strength, longevity, and reliability are critical. The solutions are developed through rigorous testing and quality control processes, ensuring they meet exacting standards for industrial use. This focus on quality makes them suitable for applications where material failure would result in significant operational disruption or safety concerns. These polymer solutions find extensive application across multiple industrial sectors that require materials capable of withstanding harsh conditions. In manufacturing, they're used for machine components, guides, and wear surfaces that must maintain precision under continuous operation. Chemical processing industries utilize them for equipment parts exposed to aggressive substances, where corrosion resistance prevents contamination and extends service life. Infrastructure applications benefit from their weather resistance and structural stability, while material handling systems rely on their durability for conveyor components, chutes, and protective linings that experience constant abrasion and impact. The business value of these polymer solutions lies in their ability to reduce operational costs while improving reliability. By offering extended service life compared to traditional materials, they decrease replacement frequency and maintenance requirements. Their corrosion resistance minimizes downtime caused by equipment degradation, while their durability ensures consistent performance that supports production efficiency. These materials provide predictable performance characteristics that allow for better planning and reduced risk in operations. The combination of these factors delivers tangible return on investment through improved operational continuity and reduced total cost of ownership. Key Features: - Superior durability engineered for long-term performance in demanding conditions - Excellent corrosion resistance that protects against chemical and environmental degradation - High tensile strength that maintains structural integrity under stress and load - Consistent material properties across temperature variations and operational conditions - Quality-controlled manufacturing ensuring reliable performance specifications Benefits: - Extended service life reducing replacement frequency and material costs - Reduced maintenance requirements through corrosion and wear resistance - Improved operational reliability with consistent performance characteristics - Enhanced safety through predictable material behavior in critical applications - Cost-effective solution through reduced downtime and operational disruptions
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial polymer solutions are engineered for demanding environments where material failure is not an option. They deliver consistent performance under stress, exposure, and mechanical wear, making them suitable for critical applications that require long-term reliability and structural integrity. The materials maintain their properties across temperature variations and harsh conditions. These polymers serve industries that depend on durable, corrosion-resistant components. From manufacturing equipment parts to protective systems, they provide solutions where traditional materials might degrade or fail. Their application extends to sectors requiring materials that can withstand chemical exposure, physical impact, and environmental challenges while maintaining dimensional stability. - Manufacturing machinery components that require high strength and wear resistance - Chemical processing equipment needing corrosion-resistant surfaces and parts - Infrastructure projects utilizing durable, weather-resistant structural elements - Material handling systems requiring robust, long-lasting components - Industrial containers and vessels that must maintain integrity under pressure and exposure
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
A V Industrial Polymers, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
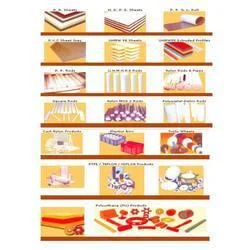
Industrial Polymer Solutions With Durability And Corrosion Resistance
Industrial polymer solutions provide superior durability, high tensile strength, and corrosion resistance for demanding applications. These reliable products are engineered for performance across various industrial sectors.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
A V Industrial Polymers Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer