undefined

Description
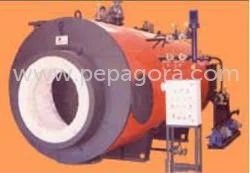
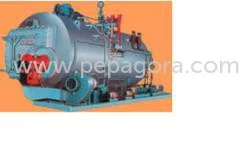
Our industrial hot water boilers are engineered to deliver dependable thermal energy for critical heating applications. Designed with advanced combustion systems and robust constru...
Our industrial hot water boilers are engineered to deliver dependable thermal energy for critical heating applications. Designed with advanced combustion systems and robust construction, they offer high thermal efficiency up to 90%, translating directly into lower fuel consumption and operational costs. Available in a comprehensive capacity range from 50,000 to 2,000,000 kcal/hr, these boilers can be configured for various fuel types including HSD, LDO, FO, gas, or dual-fuel operation, providing essential flexibility to meet specific site requirements. Built for durability and engineered for minimal maintenance, they ensure a reliable hot water supply for processes, sanitation, and facility heating, supporting continuous industrial operations. These boilers serve as a thermal backbone for numerous industries. In textile manufacturing, they provide the precise and consistent heat required for dyeing, bleaching, and finishing, which are sensitive to temperature fluctuations. Food processing plants rely on them for equipment and line sterilization, as well as for hot water used in cleaning and cooking processes. The chemical industry utilizes these units to maintain stable temperatures for various reactions and product formulations. Furthermore, large institutional and commercial complexes, such as hospitals, hotels, and educational institutions, deploy these systems for efficient central heating and a constant supply of domestic hot water, ensuring both comfort and stringent hygiene standards are met. The core business value lies in operational reliability, cost efficiency, and long-term durability. These boilers are designed for continuous duty with high availability, minimizing costly production interruptions. The high thermal efficiency ensures maximum energy is extracted from fuel, leading to significant savings on energy bills over the system's lifespan. Constructed with premium materials and subject to rigorous quality control, they offer extended service life with reduced maintenance needs. This combination of performance and robustness provides a solid return on investment by lowering total cost of ownership and ensuring consistent process quality. Key Features: - High thermal efficiency up to 90% for optimal fuel utilization and reduced operating expenses. - Wide capacity range from 50,000 to 2,000,000 kcal/hr to suit small to large-scale industrial demands. - Compatibility with multiple fuels including HSD, LDO, FO, gas, and dual-fuel configurations for operational flexibility. - Robust construction using quality materials designed for durability and long-term performance in industrial settings. - Engineered for reliable, continuous operation with minimal maintenance requirements, ensuring high uptime. Benefits: - Significant reduction in fuel consumption and energy costs due to high-efficiency design. - Operational flexibility and fuel security through compatibility with various fuel sources. - Scalable solution that can be matched precisely to your facility's specific heating load requirements. - Enhanced reliability and reduced risk of downtime with a durable build and simple maintenance. - Long service life and consistent performance, providing a strong return on your capital investment.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Engineered for demanding industrial environments, these hot water boilers provide a consistent and reliable thermal energy source for process heating, sanitation, and space heating. Their robust design ensures continuous operation with minimal supervision, making them a dependable core component for plants that cannot afford downtime. The wide capacity and temperature range allow them to be precisely matched to specific heat load requirements, from general warming to high-temperature process needs. These units are integral to operations in sectors like textiles, food production, chemicals, and large-scale facilities. They deliver the precise temperature control necessary for manufacturing stages like dyeing and sterilization, while also serving critical roles in maintaining ambient comfort and hygiene standards in complexes. This versatility, combined with multiple fuel options, ensures seamless integration into diverse energy and operational frameworks. - Providing controlled heat for textile dyeing, bleaching, and finishing processes to ensure color consistency and fabric quality. - Sterilizing equipment and processing lines in food, beverage, and pharmaceutical manufacturing for safety compliance. - Maintaining specific reaction temperatures in chemical production and petrochemical refining processes. - Supplying central heating and domestic hot water for large facilities such as hospitals, hotels, and university campuses. - Heating wash tanks and pretreatment systems in automotive, metal fabrication, and parts cleaning operations.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Ascent Machineries & Engg. Services, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial Hot Water Boilers High Efficiency 50,000 2,000,000 kcal/hr
High-efficiency industrial hot water boilers from 50,000 to 2,000,000 kcal/hr. Achieve up to 90% thermal efficiency for reliable, cost-effective heating across manufacturing, processing, and facility operations.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Ascent Machineries & Engg. Services Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer