undefined

Description
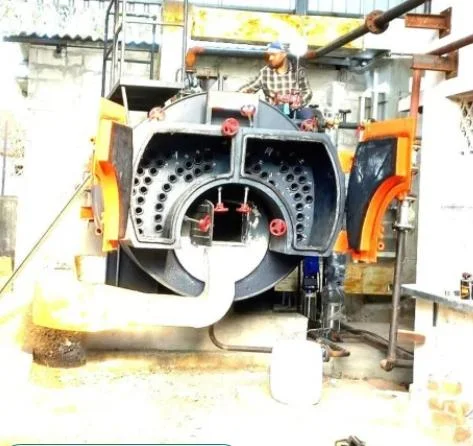
The High-Performance Oil & Gas Fired 3000 Kg/hr IBR Approved Industrial Steam Boiler represents advanced engineering for demanding industrial applications. Designed with a fully au...
The High-Performance Oil & Gas Fired 3000 Kg/hr IBR Approved Industrial Steam Boiler represents advanced engineering for demanding industrial applications. Designed with a fully automatic system and efficient 3-pass horizontal configuration, this boiler delivers reliable steam generation while optimizing fuel consumption. Meeting strict IBR (Indian Boiler Regulation) standards ensures compliance with safety regulations and operational reliability for high-pressure steam applications. The unit supports multiple fuel options including diesel, furnace oil, LDO, LPG, PNG, and natural gas, providing flexibility based on availability and cost considerations. Its robust construction using certified boiler-grade materials guarantees durability and long service life in continuous industrial operations. This industrial steam boiler serves numerous sectors where consistent steam supply is critical to production processes. Manufacturing facilities utilize it for process heating, sterilization, and equipment operation across textiles, chemicals, and food processing. The unit's high capacity makes it suitable for large-scale operations in paper mills, rubber processing plants, and engineering workshops. Processing industries benefit from its precise temperature and pressure control for maintaining product quality and production consistency. The boiler's reliability and automatic operation minimize supervision requirements while ensuring uninterrupted steam supply for 24/7 manufacturing environments. The business value of this steam boiler lies in its operational efficiency and reliability, directly impacting production continuity and cost management. Its high thermal efficiency translates to lower fuel consumption and reduced operating expenses over the equipment's lifespan. The automatic control system minimizes manual intervention while maintaining optimal performance parameters. Safety features including high-pressure cut-off, low water level protection, and flame failure safeguards ensure secure operation and protect both personnel and equipment. The boiler's durable construction and compliance with IBR standards provide peace of mind regarding regulatory requirements and long-term operational stability. Key Features: - Fully automatic operation with imported pressure jet/gas burner system for consistent performance - 3-pass horizontal design maximizing heat transfer efficiency and fuel utilization - IBR approved construction ensuring compliance with safety regulations and standards - Automatic pressure and temperature control maintaining precise operational parameters - High capacity 3000 Kg/hr steam generation suitable for large-scale industrial requirements Benefits: - Reduced fuel consumption through optimized combustion and efficient heat exchange design - Continuous reliable operation with automatic safety systems minimizing downtime risks - Flexible fuel options allowing adaptation to available energy sources and cost considerations - Lower operational costs through efficient performance and reduced maintenance requirements - Long service life with durable construction using certified boiler-grade materials
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| DesignBurner TypeControl SystemCapacity |
| Additional Information | |
|---|---|
| SKU | TT-OG-1000-NIBR |
| Country of Origin | 106 |
| Customisable | No |
Application
This 3000 Kg/hr IBR approved steam boiler is engineered for industries requiring consistent, high-volume steam for process heating, sterilization, and power generation. Its robust construction and automatic controls make it suitable for continuous operation in demanding environments where downtime is costly and reliability is paramount. The boiler's fuel flexibility, supporting both oil and gas, allows it to adapt to various energy availability scenarios and cost structures. Its high efficiency and precise temperature and pressure control ensure optimal performance across diverse manufacturing and processing applications, from large-scale production facilities to specialized industrial plants. - Food processing plants for cooking, sterilization, and cleaning operations requiring consistent high-temperature steam. - Textile manufacturing facilities for dyeing, finishing, and fabric treatment processes that demand reliable steam supply. - Chemical production units where steam is essential for reaction vessels, distillation, and heating of process fluids. - Paper mills utilizing steam for drying, pulping, and various manufacturing stages in paper production. - Pharmaceutical manufacturing for sterilization, equipment cleaning, and maintaining controlled environments in production areas.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
THERM TECH SYSTEMS, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerRetailerImporter / Exporter
Factory Details
Factory Size1000-5000 sqm
SKU: TT-OG-1000-NIBR
Industrial Steam Boiler 3000 Kg/hr IBR Approved High Efficiency
High-Performance 3000 Kg/hr IBR Approved Industrial Steam Boiler delivers reliable, continuous steam for demanding industrial processes with fully automatic operation and high fuel efficiency.
Min. Order Quantity: 1 Unit
Price$1091.17-$2727.92
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
THERM TECH SYSTEMS
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer