undefined

Description
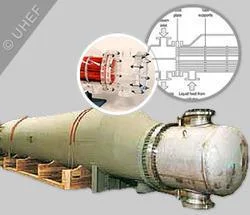
Industrial heat exchanger condensers represent advanced thermal management solutions designed for demanding industrial cooling applications. These precision-engineered units effici...
Industrial heat exchanger condensers represent advanced thermal management solutions designed for demanding industrial cooling applications. These precision-engineered units efficiently transform substances from gaseous to liquid states through controlled cooling processes while maintaining consistent performance. Manufactured to withstand challenging operational conditions, they provide reliable heat transfer capabilities essential for industrial processes. The robust construction and optimized thermal efficiency make these condensers ideal for environments where reliability and precise temperature control are critical for operational success and process integrity. These heat exchangers serve essential functions across chemical and pharmaceutical industries where exact temperature management determines process outcomes. In chemical processing applications, they facilitate efficient solvent recovery systems and vapor condensation operations. Pharmaceutical manufacturing relies on them for maintaining precise thermal conditions during critical reaction processes and purification systems. The units also deliver reliable performance in HVAC systems, power generation facilities, and food processing plants, demonstrating versatility across various industrial processes requiring efficient heat transfer and condensation capabilities at different operational scales. The operational value of these heat exchanger condensers lies in their exceptional reliability and energy efficiency. These units significantly reduce energy consumption through optimized thermal transfer mechanisms, resulting in substantial operational cost savings. Their durable construction minimizes maintenance requirements and extends service life, providing long-term investment value. The proven reliability in challenging industrial conditions reduces downtime risks, making them a strategic choice for businesses prioritizing operational continuity and cost-effective thermal management solutions in their manufacturing and processing operations. Key Features: - Special grade steel construction for enhanced durability and corrosion resistance - High-efficiency thermal transfer design for optimal cooling performance - Robust construction capable of withstanding high-pressure industrial operations - Engineered for continuous operation in challenging industrial environments - Precision engineering for consistent performance in temperature-critical processes Benefits: - Reduced energy consumption through optimized thermal transfer efficiency - Lower operational costs with minimal maintenance requirements - Extended service life with durable construction and reliable performance - Enhanced process reliability in demanding industrial conditions - Improved system integration with consistent thermal management capabilities
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial heat exchanger condensers deliver precise thermal management for critical cooling processes across multiple sectors. These units efficiently condense vapors into liquids while maintaining exact temperature control in complex industrial operations. They handle various media including steam, refrigerants, and chemical vapors with consistent performance and reliability in challenging conditions. The robust construction ensures stable operation across diverse processing environments with minimal maintenance requirements. These condensers are specifically engineered for continuous operation in high-pressure and high-temperature industrial applications. They maintain structural integrity while providing efficient heat transfer in demanding manufacturing and processing facilities. The units support reliable performance in chemical plants, pharmaceutical manufacturing, and power generation operations where precise thermal control is essential for process efficiency and product quality. - Chemical processing plants for vapor condensation and solvent recovery operations - Pharmaceutical manufacturing facilities for precise temperature control in reaction processes - HVAC and refrigeration systems for commercial and industrial cooling applications - Power generation plants for steam condensation and turbine efficiency optimization - Food and beverage processing for distillation and evaporation control systems
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Unitech Heat Exchangers and Fabricators, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Automotive & Transport•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Heat Exchanger Condensers For Chemical And Pharmaceutical Cooling
Industrial heat exchanger condensers provide reliable cooling for chemical and pharmaceutical processes. Engineered for high efficiency and durability in demanding industrial environments with precise temperature control capabilities.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Unitech Heat Exchangers and Fabricators Tamil Nadu, India
Tamil Nadu, India
Automotive & TransportManufacturer