undefined
Description
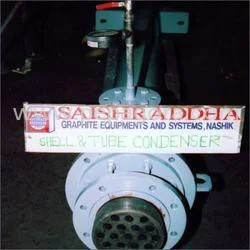
Our industrial graphite shell and tube heat exchangers represent advanced corrosion-resistant heat transfer technology specifically engineered for aggressive chemical processes. Th...
Our industrial graphite shell and tube heat exchangers represent advanced corrosion-resistant heat transfer technology specifically engineered for aggressive chemical processes. These industrial-grade units feature fully removable tube bundles that significantly simplify maintenance and cleaning procedures while ensuring maximum operational uptime. The robust construction and premium graphite material provide exceptional thermal performance in environments where traditional metal exchangers would rapidly deteriorate and fail. These heat exchangers offer reliable thermal management for demanding process requirements, combining superior heat transfer efficiency with unmatched chemical resistance for continuous operation in corrosive environments. These heat exchangers serve critical roles across multiple industries including chemical processing, pharmaceutical manufacturing, metal treatment, and acid handling operations. In chemical plants, they handle corrosive media like hydrochloric acid, sulfuric acid, and various alkalis with unmatched reliability. Pharmaceutical companies utilize them for precise temperature control during intermediate reactions and purification processes where product purity is essential. Metal finishing operations depend on their corrosion resistance for plating solution temperature management, while waste treatment facilities employ them for acid recovery and concentration systems. Their versatility makes them suitable for any application involving aggressive chemical media and precise thermal control requirements. The business value of these graphite heat exchangers lies in their exceptional reliability, reduced maintenance requirements, and long service life in aggressive environments. Their superior corrosion resistance translates to lower replacement costs and reduced downtime, while the excellent thermal conductivity ensures energy-efficient operation. The removable tube bundle design minimizes maintenance time and costs, delivering consistent performance while resisting chemical attack and thermal stress. These units provide outstanding return on investment through extended service life and reduced operational expenses, representing a smart long-term investment for businesses prioritizing operational reliability and cost efficiency. Key Features: - Superior corrosion resistance for handling aggressive chemicals and acids - Exceptional thermal conductivity ensuring efficient heat transfer - Fully removable tube bundle design for easy maintenance and cleaning - Robust construction with premium graphite material for long service life - Customizable configurations to meet specific process requirements Benefits: - Reduced maintenance costs and minimized operational downtime - Extended equipment lifespan in corrosive environments - Energy-efficient operation with superior heat transfer performance - Easy maintenance access with removable tube bundle design - Reliable performance in aggressive chemical processes
Specifications
| productDetailPage.specification.attribute | productDetailPage.specification.value |
|---|---|
| Condition | |
| Structure | |
| Warranty | |
| Maximum Working Pressure | |
| Brand Name | |
| Material | |
| Certification | |
| Gasket Material |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Graphite shell and tube heat exchangers excel in handling highly corrosive fluids and aggressive chemical processes where traditional metal exchangers fail. Their exceptional thermal conductivity and chemical inertness make them indispensable for reliable heat transfer under extreme conditions, ensuring continuous operation in challenging industrial environments while maintaining precise temperature control and resisting degradation from acids, alkalis, and other corrosive media. These heat exchangers are specifically engineered for processes involving aggressive chemicals where reliability is critical. The fully removable tube bundle design allows for easy maintenance and cleaning, minimizing downtime while maximizing operational efficiency across various industrial applications. Their robust construction ensures long service life even in demanding environments, providing consistent performance where other materials would rapidly deteriorate and fail. - Acid cooling and heating in chemical manufacturing processes - HCl gas cooling and absorption systems in industrial plants - Sulfuric acid concentration and dilution operations - Pharmaceutical intermediate heating and cooling applications - Metal finishing and plating solution temperature control systems
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Saishraddha Graphite Equipments & Systems Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
Domestic
Industrial Graphite Shell And Tube Heat Exchanger For Corrosive Fluids
Industrial graphite shell and tube heat exchangers provide superior corrosion resistance and efficient heat transfer for chemical processing, pharmaceutical manufacturing, and acid handling applications requiring reliable thermal management.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Saishraddha Graphite Equipments & Systems Pvt Ltd Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer