undefined

Description
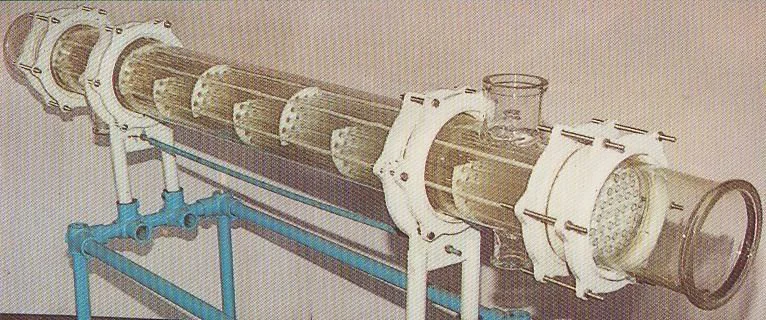
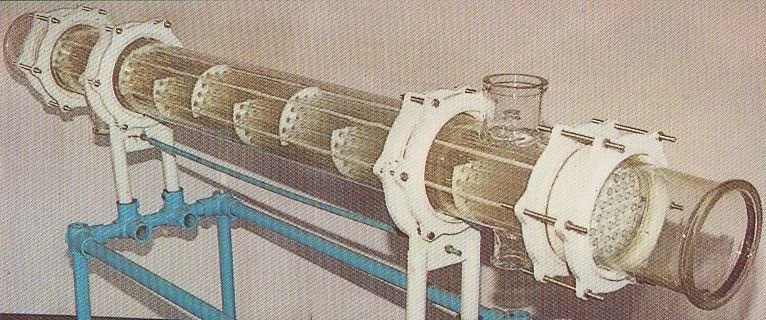
Our industrial borosilicate glass shell and tube heat exchangers are precision-engineered for superior performance in the most demanding corrosive applications. Manufactured from h...
Our industrial borosilicate glass shell and tube heat exchangers are precision-engineered for superior performance in the most demanding corrosive applications. Manufactured from high-quality borosilicate glass, these units offer exceptional resistance to a wide range of aggressive chemicals, including strong acids, alkalis, and organic solvents, where traditional metal exchangers would rapidly degrade. The design incorporates a PTFE tube sheet with special sockets, allowing for easy tube replacement and maintenance, while the internal baffle system enhances heat transfer efficiency through controlled turbulence. Operating reliably from -40°C to 150°C and capable of withstanding full vacuum on both shell and tube sides, these compact and durable heat exchangers deliver consistent thermal management with minimal pressure drop and fouling, ensuring process safety and longevity. These heat exchangers serve as critical components across industries where corrosion resistance and product purity are paramount. In chemical processing, they are essential for acid cooling, solvent condensation, and managing aggressive chemical reactions without introducing metallic contaminants. Pharmaceutical manufacturers rely on them for pure solvent systems and precise temperature control during sensitive reactions. The units are equally valuable in specialty chemical production, research laboratories developing new compounds, and environmental engineering applications such as waste treatment and chemical recovery, where they handle corrosive streams effectively. Their versatility and reliability make them a trusted solution for any process involving challenging thermal management with corrosive media. The business value of these glass shell and tube heat exchangers extends beyond technical specifications to deliver tangible operational and financial advantages. They provide a cost-effective alternative to exotic metal alloys like hastelloy or titanium, offering comparable or superior corrosion resistance at a lower capital investment. Their lightweight yet robust construction simplifies installation and reduces structural support requirements, while the design facilitates easy cleaning and tube replacement, minimizing downtime and maintenance costs. With excellent heat transfer coefficients and minimal fouling, they enhance energy efficiency and process consistency, leading to lower operating expenses and improved productivity. This combination of reliability, efficiency, and lower total cost of ownership makes them a smart investment for serious industrial operations seeking durable and effective thermal management solutions. Key Features: - Constructed from premium borosilicate glass for universal corrosion resistance against acids, alkalis, and solvents. - Features a PTFE tube sheet with special socket design for straightforward tube replacement and cleaning. - Incorporates a baffle system on the shell side to improve heat transfer efficiency via increased fluid turbulence. - Operates effectively across a broad temperature range from -40°C to 150°C, accommodating diverse process needs. - Designed to handle full vacuum conditions on both shell and tube sides with a compact and space-saving footprint. Benefits: - Eliminates corrosion failures and metallic contamination, ensuring process purity and extended equipment lifespan. - Reduces maintenance time and costs through an accessible design that allows for easy tube servicing. - Enhances thermal efficiency with superior heat transfer coefficients, leading to energy savings and consistent performance. - Provides operational versatility for heating, cooling, and condensation under demanding conditions, including full vacuum. - Offers a reliable and cost-effective solution compared to exotic metal alternatives, lowering both capital and operational expenditures.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
These borosilicate glass shell and tube heat exchangers are engineered for environments where metal components fail. They withstand aggressive acids, solvents, and chemicals without corrosion or contamination, ensuring long-term reliability and process purity in critical operations. Their robust construction makes them indispensable for handling corrosive media where equipment integrity is non-negotiable. Beyond corrosion resistance, these units deliver efficient thermal management for heating, cooling, condensation, and evaporation. The smooth glass surfaces minimize fouling and scaling, maintaining consistent heat transfer performance and reducing maintenance frequency. This reliability supports continuous operation from pilot-scale research to full-scale industrial production lines across diverse sectors. - Chemical processing plants for cooling concentrated acids and recovering aggressive solvents. - Pharmaceutical manufacturing for condensing pure solvents and controlling exothermic reaction temperatures. - Specialty chemical production handling halogenated compounds and other corrosive intermediates. - Laboratory and pilot plants requiring contamination-free heat transfer for research and development. - Environmental and waste treatment facilities processing corrosive effluents and chemical recovery streams.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Shipping & Logistics
| Shipping Internationally | No | |
| Methods | -- | |
| IncoTerms | -- | |
| Port of Dispatch | Mumbai | |
| Packaging Type | -- | |
| Units per Package | -- | |
| Barcode / HSN / GTIN / UPC | -- | |
| Dispatch Lead time | -- |
Company Profile
GARG PROCESS GLASS INDIA PVT LTD, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Borosilicate Glass Shell And Tube Heat Exchanger For Corrosive Applications
Industrial borosilicate glass shell and tube heat exchangers provide superior corrosion resistance and efficient heat transfer for demanding chemical, pharmaceutical, and industrial thermal management applications.
Min. Order Quantity: 1 Piece
Price$100-$1000
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
GARG PROCESS GLASS INDIA PVT LTD Maharashtra, India
Maharashtra, India
Manufacturer