undefined

Description
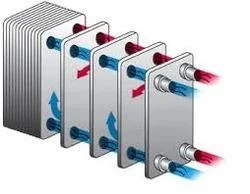
Our premium Freon heat exchangers represent advanced thermal management solutions engineered for industrial refrigeration and HVAC applications. Designed specifically for compatibi...
Our premium Freon heat exchangers represent advanced thermal management solutions engineered for industrial refrigeration and HVAC applications. Designed specifically for compatibility with R22, R134a, and other Freon refrigerants, these units facilitate efficient heat transfer between refrigerant and process fluids. Built with precision engineering and high-quality materials, they ensure optimal performance in demanding operational environments. The product range includes water-cooled condensers and corrugated tube chillers, all manufactured to international quality standards. Each unit undergoes rigorous testing to guarantee reliability, leak-proof performance, and extended service life, making them the preferred choice for businesses requiring durable thermal management solutions. These heat exchangers serve critical functions across multiple industries where precise temperature control is essential. In food processing and cold chain logistics, they maintain accurate refrigeration for product preservation and safety compliance. Pharmaceutical manufacturers depend on them for climate-controlled production environments and storage facilities. HVAC professionals install them in commercial buildings, data centers, and industrial complexes for effective climate management. The plastics industry utilizes them for mold temperature control, while chemical processing plants employ them for reaction cooling processes. Their versatility makes them suitable for any application requiring efficient heat exchange with Freon-based refrigeration systems. Businesses select our Freon heat exchangers for their demonstrated reliability and operational value. The robust construction minimizes maintenance requirements and extends equipment lifespan, reducing total cost of ownership. The units deliver consistent performance under varying load conditions, protecting valuable inventory and processes from temperature fluctuations. With superior thermal efficiency, they help lower energy consumption and operational expenses. Supported by comprehensive manufacturer backing, they represent a strategic investment for organizations prioritizing equipment reliability and long-term operational performance in demanding industrial environments. Key Features: - Compatible with R22, R134a and other common Freon refrigerants - Corrugated tube design for enhanced heat transfer efficiency - Robust construction with corrosion-resistant materials - Precision engineering for reliable performance - Manufactured to international quality and safety standards Benefits: - Reduced energy consumption through superior thermal efficiency - Extended equipment lifespan with minimal maintenance requirements - Consistent performance under varying operational conditions - Lower total cost of ownership through durable construction - Reliable temperature control for critical processes and inventory
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Premium Freon heat exchangers provide critical temperature control in commercial refrigeration systems, including supermarkets, food processing facilities, and cold storage warehouses. Their efficient heat transfer capabilities maintain precise conditions for perishable goods while handling continuous operation in demanding environments. The robust construction ensures reliable performance in high-duty cycle applications across logistics and retail sectors. These units serve essential functions in industrial HVAC systems for large commercial buildings, manufacturing plants, and data centers. They deliver consistent cooling for climate control, process cooling requirements, and equipment temperature management. The reliable thermal performance supports various industrial processes, from pharmaceutical production to plastics manufacturing, ensuring operational stability and temperature consistency. - Commercial refrigeration systems in supermarkets and retail food establishments - Temperature-controlled storage for food and pharmaceutical preservation - Industrial process cooling in chemical and manufacturing facilities - Climate control systems for large commercial buildings and data centers - Refrigeration units for marine and transport logistics applications
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Micro Finish Engineering Co, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial HVAC And Refrigeration Premium Freon Heat Exchangers
Industrial HVAC and refrigeration premium Freon heat exchangers deliver reliable heat transfer for demanding commercial and industrial applications with superior efficiency and durable construction.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Micro Finish Engineering Co Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer