undefined

Description
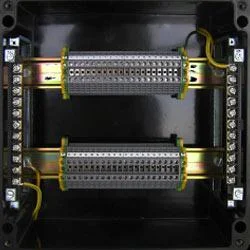
Our Hazardous Environment Flame Proof Junction Box represents advanced safety engineering for electrical applications in volatile conditions. Designed and manufactured to meet rigo...
Our Hazardous Environment Flame Proof Junction Box represents advanced safety engineering for electrical applications in volatile conditions. Designed and manufactured to meet rigorous international certification standards, these robust enclosures prevent internal explosions from igniting surrounding flammable atmospheres. Each unit undergoes comprehensive testing to ensure complete containment of sparks, arcs, and thermal energy that could trigger catastrophic events in hazardous locations. The construction incorporates heavy-duty materials and precision engineering that create effective flame paths capable of cooling gases below ignition temperatures, delivering reliable protection for both personnel and critical infrastructure. These junction boxes serve critical functions across industries where explosive atmospheres present daily operational challenges. In oil and gas sectors, they protect electrical connections on drilling platforms, refining operations, and pipeline systems. Chemical processing facilities utilize them for secure power distribution in areas handling volatile compounds and reactive materials. Mining operations depend on their protective capabilities in underground passages where combustible dust and gases accumulate. Manufacturing plants install them in areas with flammable material processing, while utility companies use them in locations where combustible gases may concentrate during normal operations. The business value of our flame proof junction boxes extends beyond regulatory compliance to encompass operational reliability and comprehensive risk management. These units minimize operational disruptions by preventing safety-related shutdowns caused by inadequate equipment, while their durable construction reduces maintenance demands and replacement expenses. The engineering excellence ensures long-term performance in demanding conditions, providing consistent protection against potential ignition sources. Their international certification streamlines regulatory approval processes across global markets, making them suitable for multinational projects where standardization and compliance verification are essential considerations. Key Features: - International safety certifications for hazardous location compliance - Heavy-duty construction with corrosion-resistant protection - Multiple cable entry options and internal configuration flexibility - Precision-engineered flame paths for effective explosion containment - Thermal management design preventing external surface overheating Benefits: - Enhanced operational safety in explosive atmospheres - Reduced downtime through reliable performance - Long service life with minimal maintenance requirements - Compliance with international safety standards - Protection of personnel and electrical infrastructure
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Flame proof junction boxes provide essential safety for industries operating in explosive environments where flammable gases, vapors, or dust are present. These certified enclosures prevent internal sparks or heat from igniting surrounding atmospheres, ensuring continuous operations while protecting both personnel and critical electrical infrastructure. Their robust construction meets international safety standards for hazardous locations across multiple industrial sectors. These junction boxes serve as secure connection points for electrical systems in high-risk areas, organizing and protecting wiring while containing potential ignition sources. The design allows for specific cable entry configurations, mounting options, and internal layouts to accommodate unique project requirements and spatial constraints. This flexibility ensures optimal performance in diverse industrial settings where standard solutions may not suffice. - Oil and gas facilities for connecting control systems and instrumentation in classified zones - Chemical processing plants housing electrical connections near volatile substance handling areas - Mining operations providing safe electrical distribution in underground tunnels and galleries - Pharmaceutical manufacturing protecting electrical systems in solvent processing zones - Grain storage and food processing preventing dust ignition in production and storage facilities
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Balaji Enterprises, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•Trading CompanyDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Hazardous Environment Flame Proof Junction Box Certified Safety Durable
Hazardous Environment Flame Proof Junction Box delivers certified safety and durable protection for electrical systems in oil, gas, chemical, and mining applications. Engineered to prevent ignition in explosive atmospheres with reliable performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Balaji Enterprises Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryTrading Company