undefined
Description
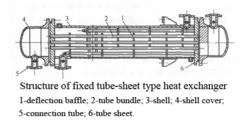
Our Industrial Fixed Tube Heat Exchangers are engineered as core components for robust thermal management in demanding industrial settings. Designed with a stationary tube bundle i...
Our Industrial Fixed Tube Heat Exchangers are engineered as core components for robust thermal management in demanding industrial settings. Designed with a stationary tube bundle integrated into a fixed tube sheet, these units offer exceptional structural integrity and operational reliability. They are constructed from high-grade materials selected for compatibility with a wide range of process media, including water, thermal oils, various chemicals, and ammonia refrigerants. This design ensures efficient heat transfer between fluids while withstanding the rigors of continuous operation, variable loads, and challenging pressure-temperature profiles. Each exchanger is built to deliver consistent performance, minimizing thermal stress and maximizing service life for critical heating and cooling applications where system failure is not an option. These heat exchangers serve as vital infrastructure across multiple heavy industries. In chemical and petrochemical sectors, they provide precise temperature regulation for reactors, distillation columns, and separation processes, ensuring product quality and safety. For HVAC in large-scale commercial, institutional, and industrial buildings, they are integral to chiller systems, energy recovery ventilators, and overall climate control strategies. Industrial refrigeration, particularly in cold storage and food processing, relies on their efficiency for ammonia-based cooling cycles. Power plants utilize them for essential auxiliary cooling, such as for generator hydrogen coolers and closed cooling water loops. The manufacturing and food & beverage industries depend on them for process heating, cooling, and pasteurization, where exact temperature control is crucial for both product integrity and operational efficiency. The value proposition of these fixed tube heat exchangers centers on long-term operational certainty and reduced total cost of ownership. Their robust, simplified design translates to fewer moving parts, lower maintenance requirements, and enhanced durability compared to more complex exchanger types. This reliability directly protects your processes from costly unplanned downtime and production losses. The units are engineered for optimal heat transfer coefficients and pressure handling, which improves overall system energy efficiency and can lead to significant utility savings. Their proven design ensures easy integration into new or existing piping systems, providing a dependable thermal solution that supports continuous production, safeguards process consistency, and delivers a strong return on investment through years of trouble-free service. Key Features: - Fixed tube sheet and stationary tube bundle design for maximum structural stability and leak resistance. - Construction from high-grade materials compatible with water, oils, chemicals, and ammonia refrigerants. - Engineered for efficient thermal performance across a wide range of temperature and pressure conditions. - Robust shell and tube construction built for longevity in continuous industrial duty cycles. - Designed for reliable operation with minimal maintenance requirements in demanding environments. Benefits: - Provides dependable, consistent thermal transfer critical for continuous industrial processes. - Reduces risk of system downtime with a robust, durable design built for long service life. - Enhances overall system energy efficiency through optimized heat transfer performance. - Lowers long-term operational costs through minimal maintenance needs and reliable operation. - Offers a secure thermal management solution suitable for integration into critical HVAC, refrigeration, and process systems.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial fixed tube heat exchangers deliver dependable thermal management where consistent performance is non-negotiable. Their robust, stationary tube bundle design ensures stable operation under fluctuating pressures and temperatures, making them ideal for continuous industrial duty cycles. They efficiently transfer heat between liquids, gases, and refrigerants, maintaining process integrity across diverse applications from climate control to chemical processing. These units are versatile workhorses built to handle various media including water, oils, chemicals, and ammonia. Their design prioritizes longevity and minimal maintenance, offering a reliable solution for systems that cannot afford unexpected downtime. The inherent strength of the fixed tube sheet construction provides a secure, leak-resistant interface, ensuring safe operation in critical heating and cooling loops within complex industrial plants and facilities. - Chemical manufacturing plants for precise reactor temperature control and product cooling. - Large commercial and industrial HVAC systems for efficient energy recovery and air conditioning. - Industrial refrigeration systems, especially those utilizing ammonia, for process cooling and condensation. - Power generation stations for cooling turbine lube oil and other closed-loop utility systems. - Food production facilities for pasteurization, sterilization, and precise ingredient temperature management.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Micro Finish Engineering Co, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Fixed Tube Heat Exchangers For HVAC And Refrigeration
Industrial Fixed Tube Heat Exchangers provide reliable thermal transfer for HVAC, refrigeration, and chemical processes. Engineered for durability and efficient heating or cooling in demanding industrial environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Micro Finish Engineering Co Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer