undefined

Description
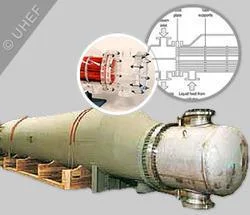
Our industrial finned tube heat exchangers are precision-engineered to optimize heat transfer in applications where air serves as the primary medium. By significantly increasing th...
Our industrial finned tube heat exchangers are precision-engineered to optimize heat transfer in applications where air serves as the primary medium. By significantly increasing the effective surface area of the tubing through advanced fin designs, these units maximize thermal efficiency while maintaining exceptional structural integrity. Manufactured with high-grade materials and rigorous quality control, they are built for durability, reliability, and minimal maintenance. This focus on quality makes them a trusted choice for operations demanding consistent and efficient temperature management, ensuring your processes run smoothly with reduced energy consumption. These heat exchangers are integral to a diverse spectrum of industries, including textiles, paper, chemical processing, power generation, and large-scale HVAC systems. In textile manufacturing, they are crucial for drying and heat-setting processes. In paper production, they support precise moisture removal and temperature control. Within power plants and refineries, they enable efficient steam-based heat recovery, capturing waste energy. Their inherent versatility and robust construction allow them to perform reliably in challenging conditions, from high-temperature operations and corrosive atmospheres to continuous, heavy-duty cycles, making them suitable for both standard and highly specialized applications. The business value of our finned tube heat exchangers is rooted in their ability to lower operational costs and enhance overall process efficiency through superior heat transfer. Their reliable performance directly translates to reduced system downtime and lower maintenance expenses, providing significant long-term savings and operational consistency. Each unit is designed to deliver dependable service, ensuring your thermal management system contributes positively to your bottom line. This combination of advanced engineering, quality construction, and proven performance makes our heat exchangers a sound investment for businesses prioritizing operational efficiency, durability, and cost-effective thermal solutions. Key Features: - Advanced fin designs, including strip wounded, flat, and wire wounded fins, maximize surface area for superior heat transfer. - Constructed from high-quality, durable materials selected for resistance to wear, corrosion, and high temperatures. - Engineered for efficient heat transfer using steam, thermal fluid, or hot water as the primary heating medium. - Robust construction ensures long-term reliability and structural integrity in demanding industrial environments. - Designed for minimal maintenance requirements, reducing operational interruptions and associated costs. Benefits: - Reduces energy consumption and lowers operational costs through highly efficient heat transfer. - Enhances process reliability and consistency with durable, low-maintenance construction. - Delivers long-term value and savings by minimizing downtime and maintenance expenses. - Provides versatile performance suitable for a wide range of industrial heating and cooling applications. - Ensures operational safety and stability with reliable performance in challenging conditions.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Finned tube heat exchangers are engineered for industrial heating, ventilation, and process temperature control where air is the primary medium. They efficiently transfer heat from steam, thermal fluids, or hot water to air streams, delivering consistent thermal management and energy recovery across demanding applications. Their robust design ensures reliable operation in high-temperature and corrosive environments, minimizing downtime and maintenance needs. These versatile components are widely deployed across manufacturing, chemical processing, power generation, and textiles. Their adaptability allows them to meet specific process requirements, from precise temperature regulation to aggressive drying cycles. This makes them indispensable for systems where energy efficiency and operational reliability are critical to maintaining productivity and controlling long-term costs. - Heating and drying processes in textile manufacturing for fabric treatment and moisture removal. - Air heating in industrial dryers for paper, food, and chemical products to maintain precise temperatures. - Steam-based heating systems in power plants and refineries for energy-efficient heat recovery. - Temperature regulation in HVAC systems for large commercial and industrial facilities. - Fluid bed and flash dryers in pharmaceutical and fertilizer production for controlled material processing.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Unitech Heat Exchangers and Fabricators, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Automotive & Transport•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Finned Tube Heat Exchangers For Efficient Air Heating And Cooling
Industrial finned tube heat exchangers for efficient air heating and cooling. Our premium units maximize heat transfer, reduce energy costs, and ensure reliable performance with minimal maintenance for industrial processes.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Unitech Heat Exchangers and Fabricators Tamil Nadu, India
Tamil Nadu, India
Automotive & TransportManufacturer