undefined

Description
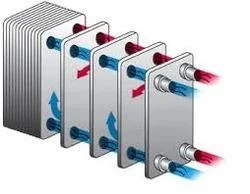
Industrial Fin Heat Exchangers are engineered components designed for efficient and reliable heat transfer in demanding applications. They function by facilitating thermal exchange...
Industrial Fin Heat Exchangers are engineered components designed for efficient and reliable heat transfer in demanding applications. They function by facilitating thermal exchange between a fluid flowing through tubes and air passing over externally attached fins, significantly increasing the effective surface area for heat transfer. This design is crucial for managing thermal loads in systems requiring precise temperature control for processes, climate management, or equipment cooling. Manufactured from high-grade, corrosion-resistant materials such as copper tubes with aluminum fins or specialized alloys, these units are built to deliver consistent performance under continuous operation, high pressure, and variable thermal cycles. Their construction prioritizes durability and leak-proof integrity, ensuring long-term reliability in industrial environments where maintenance windows are limited and system uptime is critical. These heat exchangers are fundamental across a wide spectrum of industries that rely on controlled thermal environments. In HVAC, they are core to air handling units, chillers, and heat pumps for large commercial and institutional buildings. The refrigeration sector utilizes them extensively as condensers and evaporators in systems for food processing, cold storage warehouses, and supermarket display cases. Process industries, including chemical, pharmaceutical, and plastics manufacturing, integrate them for cooling reactors, hydraulic systems, and compressed air. They are also pivotal in heat recovery systems, capturing waste thermal energy from exhausts or processes to pre-heat incoming air or water, thereby enhancing overall plant efficiency and reducing energy costs. The primary business value lies in operational reliability and energy efficiency, which directly impact the bottom line. A well-designed fin heat exchanger minimizes energy consumption for heating or cooling, leading to significant utility cost savings over its lifespan. Its robust construction reduces the frequency of failures and the associated costs of emergency repairs, parts replacement, and production stoppages. This reliability ensures process stability, which is vital for maintaining product quality in sensitive industries like food processing or pharmaceuticals. The unit's design also allows for optimal space utilization within mechanical rooms, and its compatibility with various refrigerants and process fluids offers flexibility for system integration and future upgrades. Key Features: - High-efficiency fin-and-tube design maximizes heat transfer surface area for superior thermal performance. - Durable construction using corrosion-resistant materials like copper tubes and aluminum fins for extended service life. - Engineered for reliable operation across a wide range of temperatures and pressures common in industrial settings. - Compact and robust design allows for installation in space-constrained areas while withstanding demanding environments. - Manufactured to precise specifications ensuring consistent quality and performance for seamless system integration. Benefits: - Enhances system energy efficiency, leading to lower operational costs for heating, cooling, and process control. - Provides reliable, continuous thermal management, reducing the risk of process downtime and product spoilage. - Durable build quality minimizes maintenance requirements and extends the equipment's operational lifespan. - Delivers consistent performance under variable loads, ensuring stable temperature control for critical applications. - Offers a proven and trusted solution for integrating efficient heat transfer into new or existing industrial systems.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Fin heat exchangers deliver critical thermal management in systems where precise temperature control is essential. Their compact, high-surface-area design efficiently transfers heat between air and various process fluids like water, glycol, or ammonia. This makes them indispensable for maintaining stable operational conditions, optimizing energy use, and ensuring process reliability across numerous industrial and commercial settings. These units are engineered to perform consistently under varying pressures and temperatures. They are integrated into closed-loop systems for both heating and cooling, handling demanding thermal loads. Their robust construction withstands corrosive environments and continuous operation, providing a dependable solution for industries where equipment failure can lead to significant production downtime or product loss. - Temperature regulation in commercial building HVAC systems for air handling units and chillers. - Condensing and evaporating functions within industrial refrigeration and cold storage facilities. - Process cooling for machinery and chemical reactions in manufacturing and pharmaceutical plants. - Heat recovery from industrial exhaust streams to improve overall system energy efficiency. - Precise thermal control in food & beverage processing for pasteurization, fermentation, and storage.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Micro Finish Engineering Co, Gujarat
 Gujarat, India
Gujarat, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Fin Heat Exchangers For HVAC Refrigeration Cooling Heating
Industrial Fin Heat Exchangers for HVAC, Refrigeration, Cooling & Heating. High-efficiency thermal transfer units for industrial process control, built with durable materials for reliable performance in demanding environments.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Micro Finish Engineering Co Gujarat, India
Gujarat, India
Industrial Equipment & MachineryManufacturer