undefined

Description
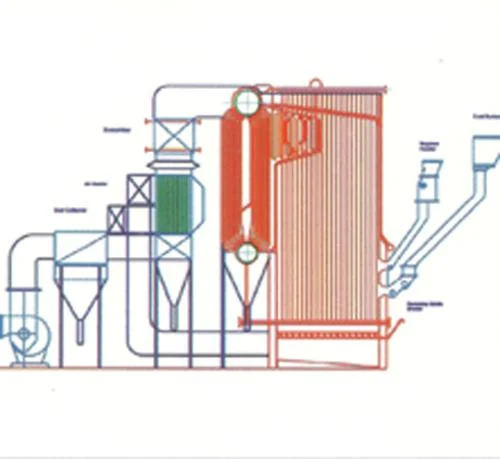
Industrial boiler feed water tanks are essential storage and conditioning units designed to supply boilers with treated water for efficient steam generation. These tanks serve as b...
Industrial boiler feed water tanks are essential storage and conditioning units designed to supply boilers with treated water for efficient steam generation. These tanks serve as buffer reservoirs, allowing for deaeration, pre-heating, and chemical treatment of water to remove dissolved gases and impurities that cause corrosion and scaling in boiler systems. Constructed from robust materials like carbon steel or stainless steel with protective linings, they ensure durability under high-temperature and high-pressure conditions. Their design focuses on thermal efficiency, operational safety, and compliance with industry standards, making them critical components in any steam-based power or process system. The tanks integrate seamlessly with existing boiler feed pumps and water treatment setups, providing reliable solutions for industrial steam requirements. Multiple industries rely on feed water tanks to maintain uninterrupted steam supply for their operations. Thermal power generation facilities use these tanks to support continuous electricity production by ensuring boilers receive conditioned water free from oxygen and contaminants. Chemical plants employ them to safeguard against corrosive elements that could compromise reactor vessels and piping systems. Textile mills depend on consistent steam for dyeing and drying processes, while food and pharmaceutical sectors require high-purity steam for sanitation and production. The versatility of feed water tanks makes them suitable for both large-scale utilities and smaller industrial units, adapting to various water qualities and operational scales across different manufacturing environments. Investing in high-quality feed water tanks delivers significant business value by enhancing boiler efficiency, reducing maintenance costs, and extending equipment lifespan. These tanks minimize energy consumption through effective pre-heating and reduce downtime by preventing scale formation and corrosion-related failures. Their reliability ensures steady operation even under fluctuating demand, supporting productivity and operational safety. Built to last with rigorous quality checks, they offer dependable solutions that meet global standards, providing peace of mind for operators and engineers in critical industrial environments. The robust construction and efficient design translate to long-term operational savings and improved system performance. Key Features: - Constructed from high-grade carbon steel or stainless steel with anti-corrosion coatings - Integrated deaeration system to remove dissolved oxygen and other gases - Pre-heating capabilities to improve thermal efficiency and reduce energy costs - Customizable design with options for capacity, inlet/outlet configurations, and mounting - Compliance with international standards for pressure vessels and industrial safety Benefits: - Enhanced boiler efficiency through optimized water conditioning and pre-heating - Reduced maintenance costs by preventing corrosion and scale formation - Extended equipment lifespan through proper water treatment and gas removal - Improved operational safety with reliable performance under high-pressure conditions - Energy savings through thermal efficiency and reduced fuel consumption
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Feed water tanks serve as critical reservoirs in steam generation systems, storing pre-treated water before it enters industrial boilers. These units maintain consistent water supply, optimize temperature through pre-heating, and facilitate deaeration to minimize corrosion risks in high-pressure operations. Engineered to handle varying water qualities and operational demands, they support continuous steam production across multiple industrial processes and power generation applications. Industries dependent on steam power utilize feed water tanks to enhance boiler longevity and operational safety. These systems are integral in thermal power stations, chemical plants, textile manufacturing, food processing, and pharmaceutical sectors where pure, conditioned water is essential. The tanks work alongside feed pumps and water treatment systems to deliver conditioned water, reducing scaling and impurities that could damage boiler internals and compromise long-term system efficiency. - Thermal power plants use feed water tanks to store and pre-heat demineralized water before supplying boilers for electricity generation. - Chemical processing industries rely on these tanks to maintain pure water standards, preventing contamination in reaction processes. - Textile manufacturing units employ feed water systems to ensure steady steam supply for dyeing and finishing operations. - Food and beverage plants utilize these tanks to generate clean steam for sterilization and cooking processes. - Pharmaceutical companies depend on feed water tanks to produce high-purity steam for equipment sanitization and product formulation.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Vinson Eco Energy India Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Raw Materials & Chemicals•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Boiler Feed Water Tanks For Steam Generation Efficiency
Industrial boiler feed water tanks ensure reliable steam generation with superior thermal efficiency, corrosion resistance, and custom sizing for power plants, manufacturing units, and processing industries.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Vinson Eco Energy India Pvt Ltd Maharashtra, India
Maharashtra, India
Raw Materials & ChemicalsManufacturer