undefined
Description
Our industrial dust collection systems feature two specialized entry designs engineered for optimal performance in diverse industrial settings. The top entry configuration directs ...
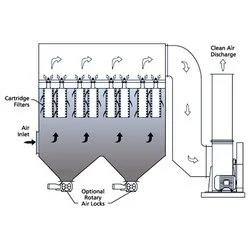
Our industrial dust collection systems feature two specialized entry designs engineered for optimal performance in diverse industrial settings. The top entry configuration directs airflow downward into the hopper, providing superior efficiency for fine particulate matter collection with enhanced dust separation capabilities. This design ensures maximum filtration performance for applications requiring precise air quality control. The hopper entry model excels in high dust load environments where heavy particulate matter demands effective management, maintaining consistent operation without excessive buildup or system clogging. These dust collectors serve critical functions across multiple industries where maintaining air quality and controlling dust are operational necessities. Manufacturing facilities implement them to maintain clean production environments and protect sensitive machinery. Woodworking operations depend on them for efficient sawdust management and fire prevention. Metal fabrication shops utilize them for welding fume extraction and metal dust control, while pharmaceutical plants require them for maintaining contaminant-free air in production areas. Food processing facilities rely on these systems to ensure hygiene compliance and product safety throughout their manufacturing processes. The business value of our dust collectors lies in their proven reliability and operational efficiency. Engineered for continuous industrial use, they significantly reduce maintenance requirements and operational downtime while ensuring full compliance with air quality regulations. Their robust construction and advanced technical features deliver long-term value through improved workplace safety, extended equipment lifespan, and consistent regulatory compliance. The systems are designed to provide optimal performance across diverse industrial applications, offering reliable dust management solutions that support operational continuity and productivity. Key Features: - Top entry design optimized for efficient fine dust collection - Hopper entry configuration engineered for heavy dust loads - Perforated baffle plates and dropout sections for enhanced separation - Diaphragm valves with integrated electric panel control - Adjustable velocity nozzle for optimal air-to-cloth ratios Benefits: - Enhanced air quality through efficient particulate capture - Reduced maintenance requirements and operational downtime - Improved workplace safety and regulatory compliance - Protection for equipment and product quality - Consistent performance across varying dust load conditions
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Our industrial dust collectors are engineered for demanding environments where air quality and dust control are critical priorities. They effectively capture both fine particulate matter and heavy dust loads across various manufacturing and processing applications, ensuring clean air and operational safety while maintaining efficiency and regulatory compliance standards. These systems provide consistent performance with minimal maintenance requirements, supporting continuous operations in harsh industrial conditions. They deliver reliable dust management solutions that protect valuable equipment, maintain product quality, and safeguard workforce health while meeting industry-specific operational requirements and safety standards. - Manufacturing plants requiring comprehensive dust control systems - Woodworking facilities managing sawdust and wood particle collection - Metal fabrication shops handling welding fumes and metal dust - Pharmaceutical operations needing contaminant-free air environments - Food processing plants ensuring hygiene and safety compliance
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
AVV Engineering Works Private Limited, Tamil Nadu
 Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & Machinery•ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Dust Collectors Top Hopper Entry Fine Heavy Dust Collection
Industrial dust collectors with top and hopper entry designs efficiently capture fine and heavy dust particles. These reliable systems serve manufacturing, woodworking, metal fabrication, and processing industries with customizable configurations for optimal air quality control.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
AVV Engineering Works Private Limited Tamil Nadu, India
Tamil Nadu, India
Industrial Equipment & MachineryManufacturer

