undefined
Description
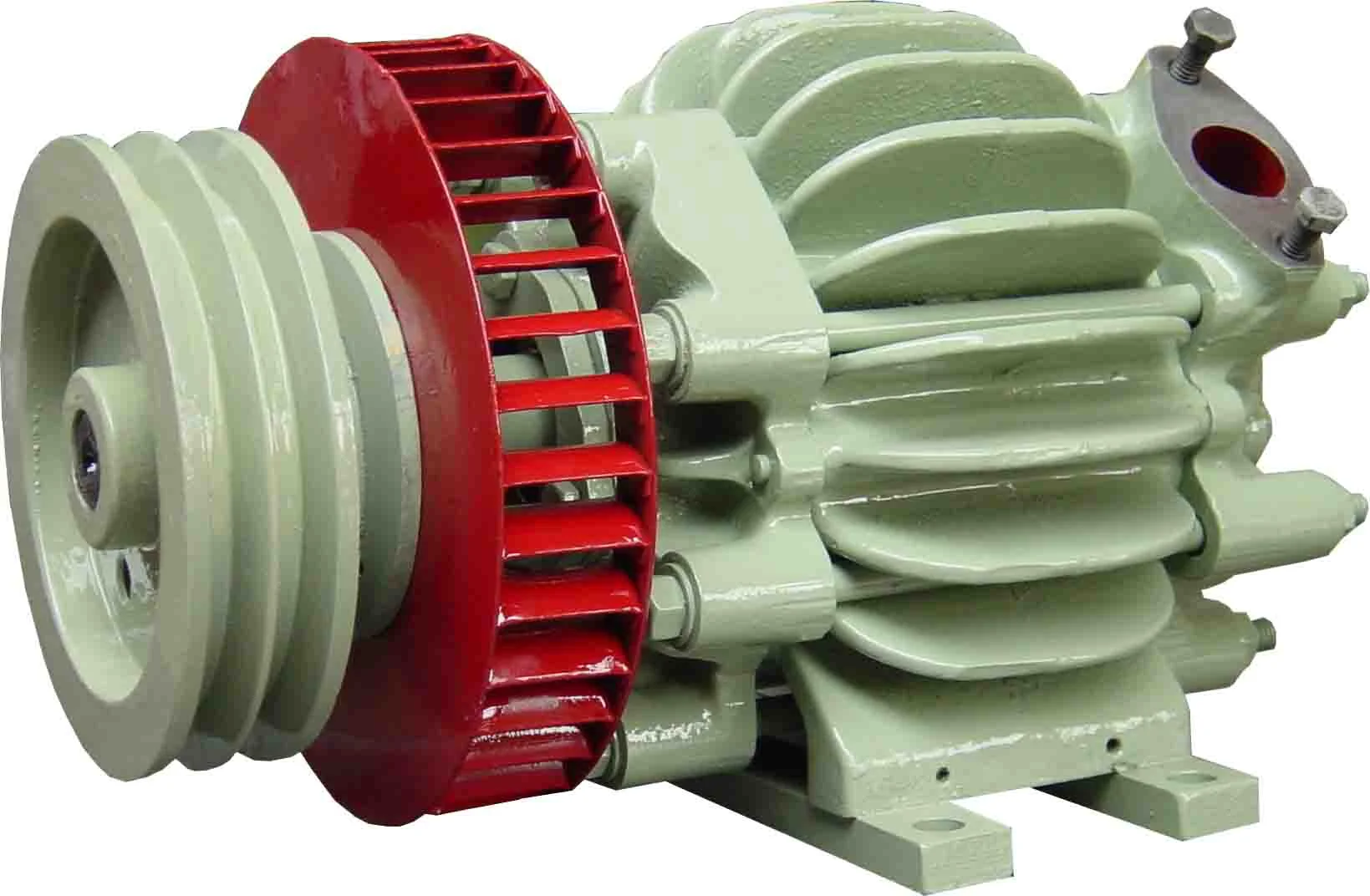
Everest oil-free dry vane pumps represent advanced technology in clean air delivery systems, specifically engineered for industrial applications requiring reliable, contaminant-fre...
Everest oil-free dry vane pumps represent advanced technology in clean air delivery systems, specifically engineered for industrial applications requiring reliable, contaminant-free low-pressure air. As positive displacement rotary pumps, they excel in environments demanding small volumes of pure air where even minimal oil contamination could compromise product quality or process integrity. The pumps feature a straightforward yet durable construction that minimizes maintenance requirements while ensuring maximum operational uptime. The multi-vane design significantly reduces pulsations, delivering smooth airflow without needing additional damping accessories, which simplifies system integration and enhances overall reliability. These versatile pumps find extensive application across numerous industrial sectors including food processing, pharmaceuticals, printing, electroplating, and water treatment. In food and beverage manufacturing, they provide oil-free air for packaging lines and bottling operations, preventing product contamination. Pharmaceutical companies utilize them for sterile air supply in mixing and agitation processes. Printing industries depend on them for pneumatic control systems, while electroplating facilities benefit from consistent air supply for tank agitation. Small-scale sewage and effluent treatment plants employ these pumps for aeration processes, ensuring efficient biological treatment without oil pollution risks. Businesses choosing Everest dry vane pumps gain substantial value through reduced operational costs and enhanced system reliability. The pumps are engineered for continuous duty operations, delivering uninterrupted performance even in demanding industrial environments. With no internal lubrication requirements and wear-compensating vanes manufactured from impregnated graphite, maintenance needs are significantly minimized, lowering total cost of ownership. The compact and sturdy design facilitates easy installation in space-constrained areas, while the quiet operation improves workplace conditions. These pumps ensure perfect suitability for diverse industrial processes, providing competitive advantages through improved efficiency and compliance with industry standards. Key Features: - 100% oil-free operation ensures completely contaminant-free air delivery - Multi-vane design provides reduced pulsation and exceptionally smooth airflow - Wear-compensation mechanism with impregnated graphite vanes extends service life - Compact and robust construction supports continuous duty operations - Integrated accessories include suction filter, relief valve, and pressure gauge Benefits: - Eliminates contamination risks in sensitive industrial processes - Reduces maintenance requirements and operational downtime - Lowers total cost of ownership through extended service life - Simplifies installation and integration into existing systems - Ensures compliance with industry standards for air purity
Specifications
| Additional Information | |
|---|---|
| Country of Origin | 106 |
| Customisable | No |
Application
Everest dry vane pumps provide precise air delivery in sensitive environments where oil contamination poses significant risks. Their robust engineering ensures consistent performance for moderate pressure and low volume air requirements, making them essential for industries prioritizing purity and operational reliability. These units operate with minimal noise and vibration, integrating smoothly into existing systems without complex installation procedures or additional components. Designed for continuous duty operations, these pumps serve critical functions across multiple industrial sectors. Their completely oil-free operation eliminates contamination concerns while the advanced wear-compensation system extends service life, reducing maintenance requirements and operational downtime for businesses focused on efficiency and compliance with stringent industry standards. - Delivering clean air for packaging machinery and bottling systems in food production facilities - Aerating small-scale sewage treatment plants and effluent treatment systems - Supplying oil-free air for electroplating tanks to maintain surface finish quality - Powering agitation and mixing systems in chemical and pharmaceutical manufacturing - Operating pneumatic controls and automation systems in printing and textile equipment
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
EVEREST BLOWERS, New Delhi New Delhi, India
New Delhi, India
Industrial Equipment & Machinery•ManufacturerRetailerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Everest Oil Free Dry Vane Pump For Industrial Clean Air Applications
Everest oil-free dry vane pumps deliver reliable low-pressure clean air for industrial applications. These compact, quiet, maintenance-free pumps feature wear-compensation technology ideal for food processing, printing, and electroplating industries requiring contaminant-free air solutions.
Min. Order Quantity: 1 Piece
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
EVEREST BLOWERS
 New Delhi, India
New Delhi, India
Industrial Equipment & MachineryManufacturer
