undefined
Description
The Industrial Drop Feed Steam Boiler represents advanced steam generation technology designed for demanding industrial environments. Built with high-quality materials and engineer...
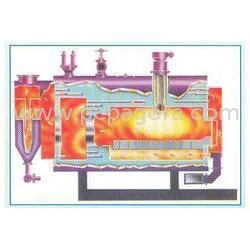
The Industrial Drop Feed Steam Boiler represents advanced steam generation technology designed for demanding industrial environments. Built with high-quality materials and engineered for reliable performance, this solid fuel-fired boiler features a horizontal three-pass IBR design that maximizes heat transfer efficiency. Supporting multiple fuel types including coal, lignite, and agricultural waste such as rice husk, it offers exceptional operational flexibility. With capacity options ranging from 750 kg/hr to 8000 kg/hr and working pressures of 10.54/14.5/17.5 kg/cm²(g), this boiler delivers consistent steam output while maintaining thermal efficiency of 65-70% on NCV of fuels. The robust construction ensures long-term durability and dependable operation across various industrial settings. This versatile steam boiler serves numerous industries with its reliable performance and fuel adaptability. Manufacturing facilities utilize it for process heating, sterilization, and power generation requirements. Food processing plants depend on its consistent steam output for cooking, cleaning, and packaging operations. Textile manufacturers rely on it for dyeing, finishing, and fabric treatment processes. Chemical production facilities employ it for reaction heating and distillation processes, while paper mills use it for drying and pulp processing. The boiler's ability to utilize various solid fuels makes it particularly valuable in regions with diverse fuel availability, supporting continuous operations across different industrial sectors. The business value of this industrial steam boiler lies in its operational reliability, cost efficiency, and performance consistency. By achieving high thermal efficiency and supporting multiple fuel options, it significantly reduces operational expenses while maintaining consistent steam output. The robust construction minimizes maintenance requirements and downtime, ensuring uninterrupted production processes. The drop feed design enhances fuel combustion efficiency, contributing to lower emissions and improved environmental compliance. Built to international quality standards, this boiler provides long-term value through extended service life and consistent performance, making it a strategic investment for businesses focused on operational excellence and cost management. Key Features: - Horizontal three-pass solid fuel fired IBR design for superior heat transfer - Capacity range from 750 kg/hr to 8000 kg/hr with 100°C feed water - Multiple working pressure options: 10.54/14.5/17.5 kg/cm²(g) - Multi-fuel compatibility including coal, lignite, and agricultural waste - Integrated heat recovery systems with water and air pre-heaters Benefits: - Enhanced thermal efficiency reducing fuel consumption and operating costs - Fuel flexibility allowing adaptation to local fuel availability and pricing - Reliable steam supply ensuring continuous industrial operations - Robust construction providing long service life with minimal maintenance - Energy recovery systems maximizing overall system efficiency
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This high-efficiency drop feed steam boiler is engineered for industries requiring consistent steam generation with fuel flexibility. It accommodates various solid fuels including coal, lignite, and agricultural waste like rice husk, making it suitable for diverse operational environments. The horizontal three-pass design ensures optimal heat transfer and thermal efficiency while reducing fuel consumption and operational costs across multiple applications. With working pressures of 10.54/14.5/17.5 kg/cm²(g) and capacities ranging from 750 kg/hr to 8000 kg/hr, this boiler meets demands from small to large-scale operations. The inclusion of heat recovery units such as water pre-heaters or air pre-heaters further enhances energy efficiency. This makes it ideal for processes where steady steam supply is critical for continuous production and manufacturing operations. - Textile manufacturing for dyeing and finishing processes requiring consistent high-pressure steam - Food processing facilities for sterilization, cooking, and sanitation applications - Pharmaceutical production where pure, reliable steam is essential for manufacturing processes - Paper and pulp mills utilizing steam for drying and material processing operations - Chemical processing plants employing steam in various heating systems and reactions
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Maxima Boilers Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Industrial Equipment & Machinery•ManufacturerDistributor / WholesalerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial Drop Feed Steam Boiler High Efficiency Solid Fuel Fired
Industrial drop feed steam boiler delivers high-efficiency solid fuel operation for reliable industrial steam generation. Features customizable options and robust construction for diverse applications across manufacturing and processing industries.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Maxima Boilers Pvt Ltd Maharashtra, India
Maharashtra, India
Industrial Equipment & MachineryManufacturer







