undefined

Description
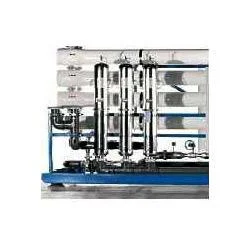
Industrial DM plants with gasifiers represent advanced water purification technology designed to deliver consistently high-purity water through sophisticated ion exchange processes...
Industrial DM plants with gasifiers represent advanced water purification technology designed to deliver consistently high-purity water through sophisticated ion exchange processes. These systems effectively remove all mineral content, including cations and anions, producing water that meets the most stringent quality standards required by critical industrial applications. Built with precision engineering and robust components, our plants ensure reliable performance while maintaining operational efficiency. The integration with gasifiers enhances system reliability and performance, providing a comprehensive water treatment solution for demanding industrial environments where water purity cannot be compromised. These demineralization plants serve vital roles across multiple industries where water quality directly influences operational outcomes and product integrity. In power generation, they provide essential boiler feed water treatment, preventing scale formation and corrosion in high-pressure systems while ensuring optimal thermal efficiency. The pharmaceutical industry depends on them for producing water that meets pharmacopeia standards for manufacturing, formulation, and cleaning processes. Manufacturing facilities utilize these systems for various process water applications, while chemical plants rely on them for precise reaction and dilution water requirements. The electronics sector benefits from the ultra-pure water produced for semiconductor manufacturing and other precision processes where even minimal mineral content can affect product quality. The operational value of our DM plants with gasifiers lies in their exceptional reliability and efficiency, which translate to reduced operational costs and minimal downtime. These systems are engineered for continuous operation under demanding industrial conditions, ensuring uninterrupted pure water supply for critical manufacturing processes. Their optimized design significantly reduces water consumption and chemical usage while supporting sustainability objectives. The systems are constructed with durable materials and components that withstand challenging operating environments, delivering long service life with minimal maintenance requirements. Our comprehensive quality assurance processes and industrial expertise ensure that every installation performs consistently and meets specified purity standards throughout its operational lifespan. Key Features: - Advanced ion exchange technology for complete mineral removal - Integrated gasifier systems for enhanced operational efficiency - Precision engineering with robust industrial-grade components - Water-efficient design minimizing consumption and waste - Continuous operation capability for demanding industrial applications Benefits: - Consistent production of high-purity water meeting strict standards - Reduced operational costs through efficient water and chemical usage - Enhanced equipment protection by preventing scale and corrosion - Reliable performance ensuring uninterrupted production processes - Long service life with minimal maintenance requirements
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial DM plants with gasifiers provide essential mineral-free water for industries where water purity directly impacts operational success. These systems utilize advanced ion exchange technology to remove all dissolved minerals, ensuring water quality meets strict standards for equipment protection and product quality. Their robust design enables continuous operation under demanding industrial conditions while maintaining consistent output purity across various applications. These demineralization systems serve multiple critical sectors including power generation, pharmaceuticals, manufacturing, and chemical processing. The integration with gasifiers enhances system efficiency and reliability for large-scale operations where uninterrupted pure water supply is mandatory. Their versatile design accommodates different capacity requirements and operational parameters, making them suitable for diverse industrial environments with varying purity specifications. - Power generation facilities for boiler feed water treatment systems - Pharmaceutical manufacturing for purified water in production processes - Chemical processing plants for reaction and dilution water requirements - Electronics manufacturing for ultra-pure water in semiconductor production - Food and beverage industry for high-purity process water applications
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Watertec Enterprises, New Delhi
 New Delhi, India
New Delhi, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial DM Plants With Gasifiers For High Purity Water Purification
Industrial DM plants with gasifiers deliver high-purity water via ion exchange technology for power, pharmaceutical, and manufacturing sectors requiring ultra-pure water for critical processes.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Watertec Enterprises New Delhi, India
New Delhi, India
Manufacturer