undefined
Description
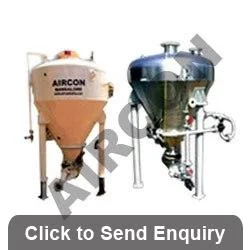
Our dense phase transporter represents advanced pneumatic conveying technology specifically designed for challenging bulk materials that demand gentle handling. This system utilize...
Our dense phase transporter represents advanced pneumatic conveying technology specifically designed for challenging bulk materials that demand gentle handling. This system utilizes low-velocity, high-pressure air to push materials through pipelines below their suspension velocity, dramatically reducing degradation, abrasion, and system wear. This sophisticated method ensures product quality remains completely intact, particularly crucial for friable, abrasive, or fragile substances that conventional systems might damage. Ideal for both continuous and batch operations, the system supports comprehensive engineering to accommodate specific material properties, layout constraints, and capacity requirements. It stands as a reliable solution for industries where traditional conveyors cause excessive product breakdown, dust generation, or operational inefficiencies that impact productivity and profitability. This equipment proves indispensable across multiple industrial sectors, particularly in cement and construction for moving fly ash and powdered materials without separation or quality loss. Chemical and plastic manufacturing facilities utilize it to transfer granules, compounds, and pigments efficiently while maintaining product purity and avoiding cross-contamination. Food processing and pharmaceutical applications benefit significantly from its dust-free, sanitary conveying capabilities, ensuring compliance with stringent hygiene standards and regulatory requirements. Mining and mineral processing operations depend on its exceptional durability to handle abrasive ores and minerals with minimal maintenance requirements and extended equipment life. The system also serves power generation facilities, agricultural processing plants, and metal production operations where material integrity, operational safety, and consistent performance are non-negotiable priorities for successful operations. The system delivers substantial business value by significantly reducing operational costs through optimized energy consumption, minimal product loss, and decreased maintenance requirements. Its heavy-duty construction ensures long-term reliability even in the most demanding industrial environments, reducing costly downtime and frequent replacement expenses. Superior dust control capabilities enhance workplace safety, improve environmental conditions, and ensure regulatory compliance with industry standards. Through comprehensive customization options, we provide tailored solutions that integrate seamlessly into existing workflows, boosting overall efficiency and productivity while minimizing disruption to operations. This transporter represents a smart, strategic investment for forward-thinking businesses aiming to enhance material handling reliability, protect product quality, and achieve sustainable operational excellence in competitive markets. Key Features: - Low-velocity operation minimizes material degradation and abrasion - High-pressure conveying capability for longer distances - Handles multiple material types with consistent flow performance - Durable, wear-resistant components for heavy-duty industrial use - Custom engineering to meet specific operational requirements Benefits: - Preserves product integrity and reduces material waste - Lower energy consumption and operational costs - Reduced maintenance requirements and extended equipment life - Enhanced workplace safety through superior dust control - Improved operational efficiency and productivity
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Dense phase transporters are engineered for industries requiring careful handling of sensitive, abrasive, or hard-to-convey bulk materials. These systems operate at low velocities to preserve product integrity, reduce wear, and maintain dust-free operations, making them essential for quality-focused sectors where material purity matters most. They are widely used in cement production, chemical processing, food manufacturing, pharmaceuticals, and mining operations where equipment longevity and operational safety are critical priorities. Custom configurations ensure compatibility with specific facility layouts, capacity requirements, and unique material characteristics for optimal performance. Real-world applications: - Conveying fly ash and cement in construction and power plants without particle breakdown - Handling plastic pellets and granules in manufacturing with minimal dust and static - Transporting food ingredients and pharmaceutical powders under hygienic, contamination-free conditions - Moving abrasive ores, minerals, and sand in mining and metal processing industries - Transferring chemical powders and pigments safely with reduced risk of explosion or spillage
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Aircon Handling Systems Private Limited, Karnataka
 Karnataka, India
Karnataka, India
Industrial Equipment & Machinery•ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
North America
Oceania
Northern Europe
South America
Mid East
Southern Europe
Eastern Europe
Eastern Asia
South Asia
Southeast Asia
Western Europe
Africa
Central America
Quality & Certification
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.
Our objective is to consistently improve quality and design highly advanced product by familiarizing the latest technology in the globe. From the production stage up to the delivery of the product, always stick to the international standard organization quality terms. We are certified with ISO 9001:2008 certification.Dense Phase Transporter For Abrasive And Friable Materials
Dense phase transporter for gentle low-velocity conveying of abrasive and friable materials. Minimizes degradation and maximizes reliability in bulk material transfer across multiple industries with custom engineering solutions.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Aircon Handling Systems Private Limited Karnataka, India
Karnataka, India
Industrial Equipment & MachineryManufacturer