undefined

Description
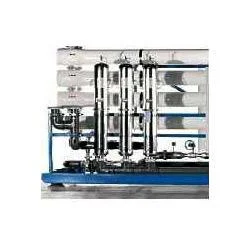
Industrial demineralisation plants represent advanced water purification systems designed specifically for applications requiring mineral-free water. Using sophisticated ion exchan...
Industrial demineralisation plants represent advanced water purification systems designed specifically for applications requiring mineral-free water. Using sophisticated ion exchange technology, these plants effectively remove all dissolved minerals, salts, and ionic impurities through precise two-bed or mixed-bed configurations. Engineered to handle varying water qualities and quantities, they deliver consistent high-purity water output that meets international standards. Built with durable materials and components, these DM plants provide reliable performance with minimal maintenance requirements, making them ideal for continuous operation in demanding industrial environments. The systems feature straightforward installation and operation with automated controls that monitor water quality and regeneration cycles for optimal performance. These demineralisation systems serve critical functions across multiple industries where water purity is essential. In power generation, they provide crucial boiler feed water that prevents scaling and corrosion in high-pressure systems. Pharmaceutical manufacturers rely on them for producing water for injection and purified water for drug manufacturing processes. The chemical industry utilizes these plants for process water in reactions where mineral content could affect product quality. Electronics manufacturers depend on ultra-pure water from DM plants for semiconductor fabrication and circuit board production. Food and beverage producers use these systems to ensure water quality meets strict safety and taste standards, while laboratories require demineralised water for analytical procedures and experimental work. The operational value of our demineralisation plants extends beyond water purification to deliver significant business advantages and cost efficiencies. These systems enhance production quality by eliminating mineral-related contamination in final products, reducing rejection rates and improving customer satisfaction. They protect expensive machinery from scale buildup and corrosion, extending equipment lifespan and lowering maintenance costs. The plants' efficient design minimizes water and chemical consumption during regeneration cycles, reducing operational expenses and environmental impact. With proven reliability and comprehensive technical support, our DM plants provide trustworthy solutions that businesses can depend on for their critical water purification requirements. Key Features: - Advanced ion exchange technology for complete mineral removal and high-purity water production - Robust construction with corrosion-resistant materials suitable for industrial environments - Customizable configurations available in different sizes and capacities to meet specific requirements - Automated control systems with monitoring for water quality and regeneration cycles - Efficient design that minimizes water and chemical consumption during operation Benefits: - Enhanced product quality through elimination of mineral contamination in manufacturing processes - Extended equipment lifespan by preventing scale buildup and corrosion in water systems - Reduced operational costs through efficient water and chemical usage during regeneration - Consistent high-purity water output meeting international quality standards - Reliable performance with minimal maintenance requirements for continuous operation
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Industrial demineralisation plants are essential systems that produce high-purity water by removing dissolved minerals and salts through advanced ion exchange processes. These plants ensure water quality meets stringent standards for manufacturing, processing, and equipment protection, preventing scale buildup and contamination in critical operations where water purity directly impacts product integrity and system efficiency. These systems serve vital roles across multiple sectors including pharmaceuticals, power generation, chemical processing, electronics manufacturing, and food production. Their consistent delivery of mineral-free water supports processes where even trace contaminants could compromise quality, safety, or equipment performance. The plants' reliable operation and precise control mechanisms make them indispensable for industries requiring guaranteed water purity for their core operations. - Power generation facilities for boiler feed water systems to prevent scaling in high-pressure turbines and equipment - Pharmaceutical manufacturing processes requiring ultra-pure water for drug formulation and medical device production - Chemical processing plants for reaction processes, solvent preparation, and high-purity ingredient mixing - Electronics and semiconductor fabrication for wafer cleaning and circuit board production requiring mineral-free water - Food and beverage production for ingredient water, cleaning processes, and final product formulation to ensure quality standards
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Watertec Enterprises, New Delhi
 New Delhi, India
New Delhi, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Demineralisation Plants For High Purity Water Applications
Industrial demineralisation plants deliver high-purity water using advanced ion exchange technology, removing all mineral content for reliable performance across pharmaceutical, power generation, and manufacturing applications.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Watertec Enterprises New Delhi, India
New Delhi, India
Manufacturer