undefined
Description
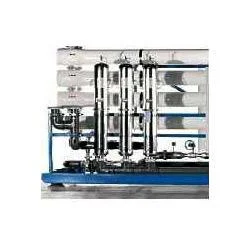
Our industrial reverse osmosis system represents advanced water purification technology designed for demanding commercial and industrial applications. This system effectively reduc...
Our industrial reverse osmosis system represents advanced water purification technology designed for demanding commercial and industrial applications. This system effectively reduces dissolved solids from feed waters with salinity levels up to 45,000 ppm TDS, providing reliable water purification for challenging environments. Built with high-quality components including spiral-wound membranes and thin-film elements, our RO system removes salts, separates organic material by molecular weight or particle charge, and effectively eliminates bacteria, pyrogens, and organic contaminants. The engineered system comes complete with all necessary filters, membranes, pumps, piping, and automated controls for immediate operation and consistent performance in industrial settings. This industrial RO system serves critical functions across multiple industries where water purity is essential for operations and product quality. Municipal water treatment facilities utilize our system to produce consistently pure drinking water supplies, while industrial operations transform standard water sources into high-purity water for specialized manufacturing processes. The microelectronics industry relies on our system for ultra-pure water production, while food and beverage manufacturers use it for process separations and quality assurance. Pharmaceutical facilities, power generation plants, and desalination projects all benefit from the consistent performance and reliability of our industrial reverse osmosis technology in maintaining strict water quality standards across various applications. The operational value of our industrial RO system extends beyond water purification to encompass efficiency and cost management. This system delivers consistent water quality that ensures manufacturing processes remain uninterrupted and compliant with industry regulations. The reliability of our technology translates to reduced downtime and maintenance expenses, while comprehensive field support guarantees continuous operation and technical assistance. Integration capabilities allow for seamless incorporation into existing infrastructure, and standard configurations ensure suitability for common operational requirements. The efficient delivery and cost-effective operation make this system a practical investment for operations prioritizing water quality and process efficiency in their daily operations. Key Features: - Handles feed waters with salinity up to 45,000 ppm TDS capacity - Complete system includes filters, membranes, pumps, piping, and automated controls - Spiral-wound membranes with thin-film elements for effective salt removal - Advanced technology removes bacteria, pyrogens, and organic contaminants - Standard configurations available for common industrial requirements Benefits: - Consistent high-purity water output for critical industrial processes - Reduced operational downtime through reliable system performance - Compliance with industry water quality standards and regulations - Cost-effective water purification solution for industrial operations - Immediate operational readiness with complete system installation
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This industrial reverse osmosis system is engineered for heavy-duty water purification across demanding applications. It efficiently reduces total dissolved solids up to 45,000 ppm, making it suitable for treating brackish water, seawater, and industrial wastewater. The system delivers consistent high-purity water output where water quality cannot be compromised, ensuring reliable performance in critical operations and processes that depend on water purity. This RO system serves diverse sectors including food production, pharmaceutical manufacturing, power generation, and microelectronics. It transforms standard feed water into purified water meeting strict industry standards. The system is built with quality components and engineered for specific operational requirements and space constraints, providing a dependable water purification solution for industrial facilities that need consistent results. - Seawater desalination for coastal manufacturing facilities and municipal water supplies - Purified water production for pharmaceutical manufacturing and laboratory processes - Process water treatment for food and beverage production facilities - High-purity water generation for microelectronics and semiconductor manufacturing - Wastewater recovery and recycling in industrial plants and power generation facilities
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Watertec Enterprises, New Delhi
 New Delhi, India
New Delhi, India
ManufacturerImporter / Exporter
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Main Markets
South Asia
Industrial Water Purification Reverse Osmosis System 45,000 PPM TDS
Industrial Water Purification Reverse Osmosis System handles feed water up to 45,000 PPM TDS for desalination, pharmaceuticals, food processing, and manufacturing requiring reliable high-purity water production.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Watertec Enterprises New Delhi, India
New Delhi, India
Manufacturer