undefined
Description
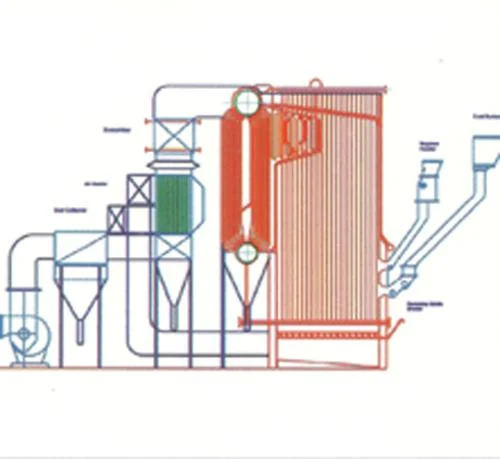
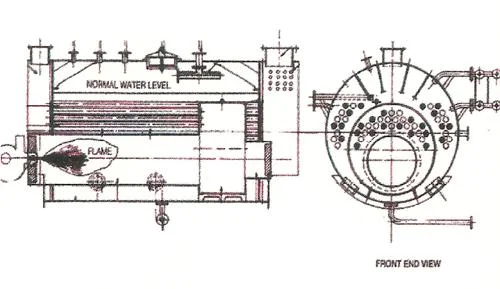
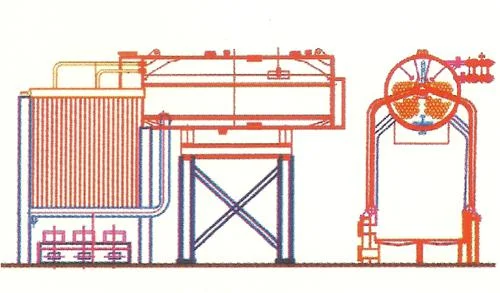
The Industrial High Efficiency Combination Tube Boiler is a robust solution designed for demanding industrial steam generation. It combines a large water and steam storage capacity...
The Industrial High Efficiency Combination Tube Boiler is a robust solution designed for demanding industrial steam generation. It combines a large water and steam storage capacity with an advanced heat transfer design to deliver stable, high-pressure steam even during peak demand periods. This engineering ensures operational stability and superior thermal efficiency, typically ranging from 65% to 78%, outperforming many conventional boiler designs. Its quick response to load fluctuations maintains consistent pressure and temperature, making it a reliable workhorse for continuous industrial operations where downtime is not an option. The construction prioritizes durability for long-term service in challenging environments. This boiler serves as a critical component across a wide spectrum of industries. In manufacturing, it provides the essential steam for operating machinery, powering heating systems, and supporting various process applications. The food processing industry relies on its consistent output for cooking, sterilization, and cleaning, where maintaining specific temperatures is crucial for safety and quality. Chemical manufacturers utilize it for precise heat control in reactors and distillation columns, while textile producers depend on it for dyeing and finishing processes. Its reliability and capacity also make it suitable for large institutions and facilities requiring a central heating source. The business value of this combination tube boiler is rooted in its operational efficiency and reliability, which directly impact the bottom line. The high thermal efficiency translates to significant reductions in fuel consumption, leading to lower ongoing operational costs. Its dependable performance minimizes unplanned downtime and associated maintenance expenses, ensuring continuous production output. The system's ability to quickly adapt to load changes helps maintain consistent process quality and manufacturing efficiency. Furthermore, the substantial storage capacity offers operational flexibility to handle variable demand without sacrificing performance, providing peace of mind for plant managers. Engineered for rigorous use, it promises an extended service life and trustworthy operation under the most challenging industrial conditions. Key Features: - Large water and steam storage capacity for operational stability during peak demand. - Enhanced heat transfer area designed for superior thermal efficiency. - Rapid response capability to manage fluctuating load demands effectively. - Efficiency range of 65-78% based on specific fuel characteristics and operation. - Robust construction built for long-term reliability in industrial environments. Benefits: - Reduced fuel consumption leading to lower operational costs over time. - Consistent steam pressure and temperature output during peak demand periods. - Minimal production downtime thanks to reliable and durable operation. - Operational flexibility to accommodate variable production and energy requirements. - Long service life with dependable performance under challenging conditions.
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
This combination tube boiler is engineered for industries requiring a dependable, high-capacity steam supply with rapid response to changing operational loads. Its large steam storage ensures stable pressure and temperature output, making it ideal for processes with fluctuating energy demands where consistency is non-negotiable. The robust design and enhanced heat transfer efficiency provide reliable performance in continuous, harsh industrial environments, from manufacturing plants to large-scale processing facilities. Its application spans sectors where process heat and steam are critical for core operations. The system's ability to maintain efficiency under variable loads makes it a valuable asset for reducing operational costs while ensuring production continuity. It is built to deliver the steady, high-pressure steam required for everything from machinery operation to precise thermal processes, supporting seamless industrial workflows. - Manufacturing plants for machinery operation, heating systems, and process applications requiring consistent steam. - Food processing facilities for cooking, sterilization, and cleaning operations where precise temperature control is vital. - Chemical production units for heating reaction vessels, distillation, and other thermal processes. - Textile factories for dyeing, drying, and finishing operations that depend on reliable steam delivery. - Large institutions and power generation facilities for central heating and steady steam supply systems.
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Vinson Eco Energy India Pvt Ltd, Maharashtra
 Maharashtra, India
Maharashtra, India
Raw Materials & Chemicals•Manufacturer
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Industrial High Efficiency Combination Tube Boiler With Large Steam Storage
Industrial High Efficiency Combination Tube Boiler delivers large steam storage capacity with superior heat transfer. This reliable boiler achieves 65-78% efficiency with quick load response for demanding industrial applications and manufacturing processes.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Vinson Eco Energy India Pvt Ltd Maharashtra, India
Maharashtra, India
Raw Materials & ChemicalsManufacturer