undefined
Description
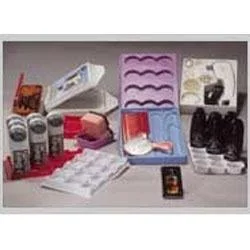
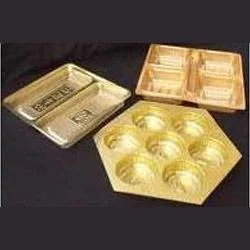
Our blister trays represent precision packaging solutions manufactured from high-grade materials including PET PVC HIPS LDPE and HDPE polymers. Each material offers distinct advant...
Our blister trays represent precision packaging solutions manufactured from high-grade materials including PET PVC HIPS LDPE and HDPE polymers. Each material offers distinct advantages whether requiring superior clarity enhanced rigidity chemical resistance or specific barrier properties. The trays are thermoformed to exact specifications ensuring consistent dimensions and reliable performance across production batches. This manufacturing precision guarantees that products remain securely positioned within their packaging throughout the supply chain while maintaining visual appeal for end consumers. The material selection process considers product compatibility regulatory requirements and sustainability factors to deliver optimal packaging performance. These blister trays serve critical functions across multiple industrial sectors. Pharmaceutical companies utilize them for unit-dose medication packaging where product integrity and patient safety are paramount. Food processing facilities employ blister trays for confectionery baked goods and specialty food items requiring protection from moisture oxygen and physical damage. Medical device manufacturers rely on sterile blister packaging to maintain instrument cleanliness and organization. Cosmetic industry applications include product presentation for retail displays while ensuring hygiene standards. Electronics manufacturers benefit from static-protective variants that safeguard sensitive components during storage and handling. Additional applications extend to hardware automotive parts and consumer goods packaging where product protection and organization are essential. The business value of our blister trays extends beyond basic packaging functions to deliver tangible operational advantages. Their consistent quality ensures smooth integration with automated packaging systems reducing downtime and increasing production efficiency. The protective characteristics significantly decrease product damage rates during transportation lowering replacement costs and maintaining customer satisfaction. Material options provide flexibility to meet specific regulatory requirements including FDA compliance for food and medical applications. The transparency enhances product visibility at point of sale while the customizable dimensions allow for optimized space utilization in shipping and storage. These factors combine to create a packaging solution that supports brand reputation operational efficiency and cost management for businesses across the supply chain. Key Features: - Manufactured from premium PET PVC HIPS LDPE and HDPE materials - Precision thermoforming for consistent dimensions and secure product fit - Excellent clarity and transparency for enhanced product visibility - Strong barrier properties against moisture chemicals and environmental contaminants - Durable construction capable of withstanding shipping and handling stresses Benefits: - Enhanced product protection reducing damage rates and associated costs - Improved shelf presence through clear product visibility and professional presentation - Regulatory compliance with industry standards for food medical and consumer goods - Operational efficiency through compatibility with automated packaging systems - Versatile material options to match specific product requirements and industry needs
Specifications
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
Blister trays deliver essential protection and visibility for products requiring secure packaging. Their transparent design allows immediate product inspection while maintaining hygiene standards across multiple handling environments. These trays are engineered to prevent damage during shipping and storage through durable material construction and precise forming technology. The availability of different polymer materials ensures compatibility with various product types and industry regulations. This versatility makes them suitable for automated packaging lines and manual assembly processes alike. Multiple industries utilize blister trays for their specialized packaging needs. Pharmaceutical companies rely on them for unit-dose medication protection and tamper evidence. Food manufacturers use these trays to preserve freshness and prevent contamination of confectionery and baked goods. Medical device manufacturers depend on blister packaging for sterilization maintenance and organized storage. Cosmetic brands benefit from the attractive presentation and product organization capabilities. Electronics producers value the anti-static properties that protect sensitive components during storage and transportation. - Unit-dose pharmaceutical packaging for tablets capsules and medical supplements - Protective food packaging for chocolates biscuits and confectionery items - Sterile medical device packaging for surgical instruments and equipment - Cosmetic product organization for makeup skincare and personal care items - Electronic component storage and protection for circuit boards and small parts
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile
Kalindi Extrusions, Maharashtra
 Maharashtra, India
Maharashtra, India
ManufacturerDistributor / Wholesaler
Factory Details
Factory SizeBelow 1000 sqm
Annual Production Capacity0
Blister Trays PET PVC HIPS LDPE HDPE Secure Packaging
Secure blister trays in PET PVC HIPS LDPE HDPE materials provide clear protective packaging for pharmaceuticals food cosmetics electronics and medical devices with reliable quality and industry-specific performance.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Kalindi Extrusions Maharashtra, India
Maharashtra, India
Manufacturer