undefined

Description
The Belt Drive Color Sorting Machine represents advanced optical sorting technology designed for food processing and agricultural sectors. Featuring an ultra HD 5000 x 3 pixel RGB ...
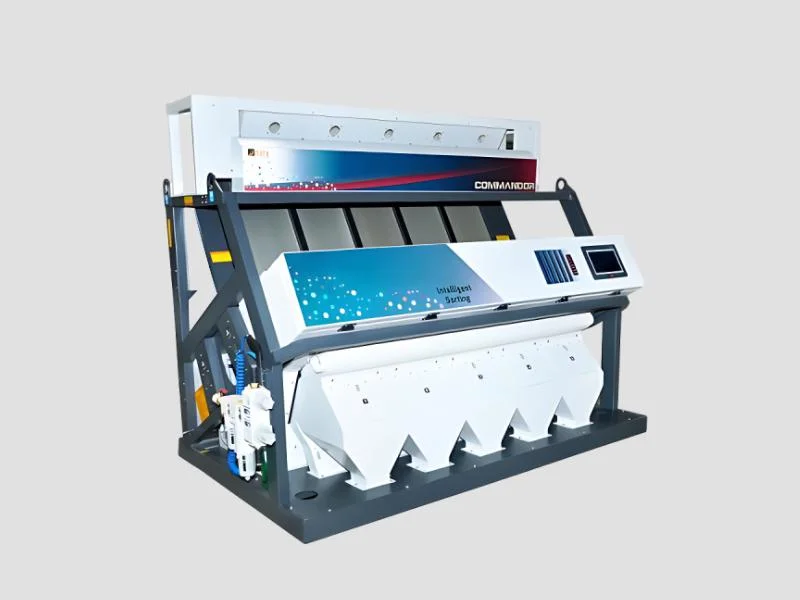
The Belt Drive Color Sorting Machine represents advanced optical sorting technology designed for food processing and agricultural sectors. Featuring an ultra HD 5000 x 3 pixel RGB tri-chromatic CCD camera system with customized HD lenses, this machine delivers exceptional image clarity with 30% higher resolution than conventional systems. The intelligent AI-based imaging technology combined with precise solenoid valves offering 1ms response time ensures accurate color and shape differentiation while maintaining low air and power consumption. With dimensions of 3657x1360x1691 and model designation Trendz-Commandor-Belt Types-600mm, this robust machine is built for continuous operation in demanding industrial environments, providing reliable performance day after day. This sorting solution serves multiple industries including agricultural processing, food manufacturing, spice processing, and nut processing facilities. Grain mills utilize it for removing impurities and discolored grains to meet export quality standards and enhance market value. Pulse processing plants rely on its precision for sorting lentils, beans, and chickpeas by color and quality, ensuring consistent product appearance. Spice manufacturers employ the machine for grading pepper, cardamom, and other spices based on color consistency and purity requirements. Nut processing facilities use it to ensure uniform quality in almonds, peanuts, and cashews, while industrial applications benefit from its ability to sort materials where color differentiation affects product value and application suitability. The Belt Drive Color Sorting Machine delivers significant business value through enhanced operational efficiency and product quality improvement. Its fully automatic operation reduces labor costs while maintaining consistent sorting accuracy that human operators cannot match over extended periods. The remote control and cloud connectivity features enable real-time monitoring and adjustments, minimizing downtime and optimizing performance through data-driven decisions. With output capacity ranging from 0.5 to 1 TPH and compressor requirements of 10-15 HP, it offers scalable performance for growing businesses seeking to expand their processing capabilities. The machine's reliability is proven through robust construction and precision engineering, ensuring minimal maintenance requirements and maximum uptime for production facilities, ultimately protecting your investment and supporting business growth. Key Features: - Ultra HD 5000 x 3 pixel RGB tri-chromatic CCD camera system for superior image clarity - Intelligent image processing with AI algorithms for accurate color and shape sorting - 300mm ultra-wide trough with cascading flat plate and narrow chute options for versatile feeding - Remote control and cloud connectivity for real-time monitoring and adjustments - Precise solenoid valves with 1ms response time for efficient sorting operations Benefits: - Enhanced product quality through precise color and defect detection - Reduced labor costs with fully automatic operation and minimal supervision - Increased processing efficiency with 0.5 to 1 TPH output capacity - Improved operational visibility with remote monitoring and cloud connectivity - Lower operating costs with optimized air and power consumption
Specifications
| Attribute | Value |
|---|---|
| Camera Type | Ultra HD 5000 x 3 Pixel RGB Tri-chromatic CCD |
| Output Capacity | 0.5 to 1 TPH |
| Compressor Requirement | 10 HP to 15 HP |
| Feed System | 300 mm Ultra Wide Trough with Cascading Flat Plate & Narrow Chute Option |
| Automation Technology | Intelligent Image Processing with Remote Control & Cloud Connectivity |
| Size | 3657x1360x1691 |
| Model | Trendz-Commandor-Belt Types-600mm |
| Additional Information | |
|---|---|
| Country of Origin | India |
| Customisable | No |
Application
The Belt Drive Color Sorting Machine handles diverse material sizes through its 300mm ultra-wide trough with cascading flat plate and narrow chute options, maintaining optimal feed rates for consistent processing. Its intelligent image processing system automatically adapts to various product types without manual adjustments, making it ideal for facilities processing multiple commodities with different characteristics and requirements. This machine serves agricultural processors, food manufacturers, and bulk commodity handlers who demand reliability and precision in their operations. With remote control and cloud connectivity capabilities, it integrates seamlessly into modern production lines while providing real-time performance data and operational insights. The 0.5 to 1 TPH output capacity meets the needs of medium to large-scale operations seeking to enhance product quality and operational efficiency through automated color sorting technology. - Removing discolored grains and impurities from rice and wheat processing lines - Sorting defective pulses and lentils for export-quality packaging standards - Quality grading of spices including pepper, cardamom, and chili for food industry use - Color-based separation of nuts and seeds for snack manufacturing and retail packaging - Industrial material sorting where color differentiation determines product quality and value
Trade Details
| Available Stock | In stock |
| Sample Availability | No |
Payment Terms
| Payment Terms |
|
Company Profile

Promech Industries Pvt Ltd, Tamil Nadu Tamil Nadu, India
Tamil Nadu, India
Food & Agriculture•Manufacturer
Factory Details
Factory Size1000-5000 sqm
Annual Production Capacity0
Main Markets
South Asia
Southeast Asia
Africa
Belt Drive Color Sorting Machine Ultra HD AI Grains Pulses Spices Nuts
Belt Drive Color Sorting Machine delivers AI-powered precision sorting for grains, pulses, spices, and nuts using ultra HD tri-chromatic cameras, ensuring high efficiency and fully automatic operation for quality-focused processing facilities.
Min. Order Quantity: 1 units
Shipping
Shipping fee and delivery date to be negotiated. Contact supplier now for more details.
Promech Industries Pvt Ltd
 Tamil Nadu, India
Tamil Nadu, India
Food & AgricultureManufacturer